Сварочное оборудование Ресанта САИПА-220 Синергия - инструкция пользователя по применению, эксплуатации и установке на русском языке. Мы надеемся, она поможет вам решить возникшие у вас вопросы при эксплуатации техники.
Если остались вопросы, задайте их в комментариях после инструкции.
"Загружаем инструкцию", означает, что нужно подождать пока файл загрузится и можно будет его читать онлайн. Некоторые инструкции очень большие и время их появления зависит от вашей скорости интернета.









Ред. 2
5
1.
ОБЩИЕ СВЕДЕНИЯ
Внимание!
Перед использованием данного устройства обязательно прочтите инструкцию.
Представленная
документация
содержит
минимально
необходимые сведения для применения изделия. Компания-
производитель вправе вносить в конструкцию усовершенствования, не
изменяющие правила и условия эксплуатации, без отражения их в
эксплуатационной документации. Дата производства отражена в
серийном номере устройства (с 16-го по 19-ый символ, в формате
ггмм).
Руководство является неотъемлемой частью аппарата и должно
сопровождать его при изменении местоположения или перепродаже.
Производитель не несет ответственности за последствия
использования или работу аппарата в случае неправильной
эксплуатации или внесения изменений в конструкцию, а также за
возможные последствия по причине незнания или некорректного
выполнения условий эксплуатации, изложенных в руководстве.
Пользователь оборудования всегда отвечает за сохранность и
разборчивость данного руководства.
По всем возникшим вопросам, связанным с эксплуатацией и
обслуживанием оборудования, вы можете получить консультацию в
сервисных центрах вашего региона.
Описание устройства
Сварочный
аппарат
инверторный
полуавтоматический
синергетического типа (далее САИПА-220 Синергия)
–
современный инверторный полуавтомат, изготовлен по передовой
IGBT технологии.
Основные способы сварки:
•
Полуавтоматическая сварка постоянным током проволокой в среде
защитного газа углеродистых и нержавеющих сталей (режим
MIG/MAG)
в
синергетическом режиме
и
режиме ручной настройки
.
Сварка осуществляется постоянным током в среде инертных (MIG)
или активных (MAG) защитных газах.
Отличительной
особенностью
рассматриваемого
вида сварки
являются два главных компонента: подвижный плавящийся электрод
(проволока) и защитный газ.
Защита электрической дуги необходима с целью препятствования
вступления расплавляемого металла в контакт с окружающей средой,
поскольку данное взаимодействие (при окислении азота и кислорода)
приводит к образованию оксидов и нитритов, наличие которых в
Содержание
- 4 СОДЕРЖАНИЕ
- 6 Дополнительные способы сварки:
- 7 ПРАВИЛА БЕЗОПАСНОСТИ; Прочтите перед началом использования устройства; Условия по эксплуатации
- 9 ЗАЩИТА ОРГАНОВ ДЫХАНИЯ
- 10 аргонодуговая сварка неплавящимся электродом.
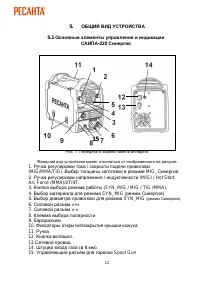
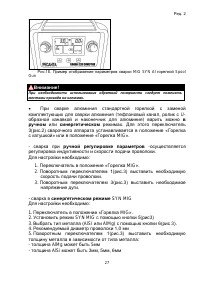
- 12 Рис. 1. Передняя и задняя панели аппарата
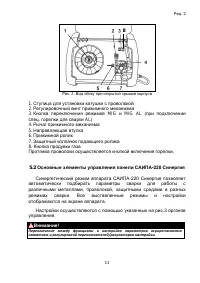
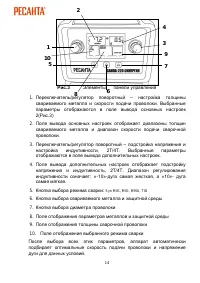
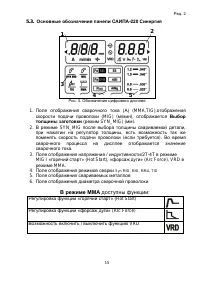
- 13 Рис. 2. Вид сбоку при открытой крышке корпуса; Основные элементы управления панели САИПА-220 Синергия
- 15 В режиме ММА
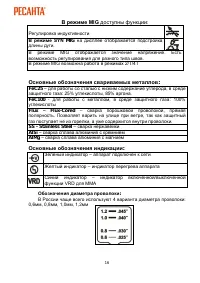
- 16 В режиме MIG; доступны функции; В режиме SYN MIG; Основные обозначения свариваемых металлов:; Flux; Основные обозначения индикации:; Обозначения диаметра проволоки:
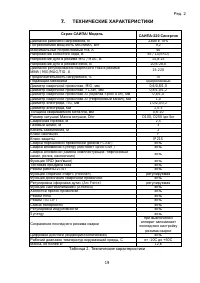
- 19 ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ; Таблица 2. Технические характеристики
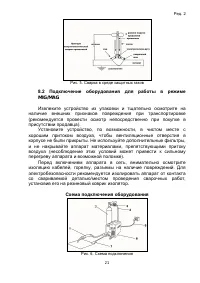
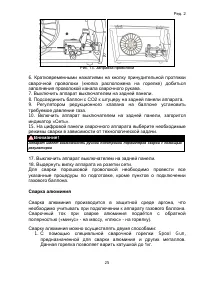
- 21 Схема подключения оборудования
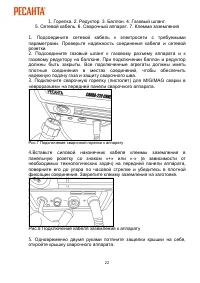
- 22 Рис.7 Подключение сварочной горелки к аппарату
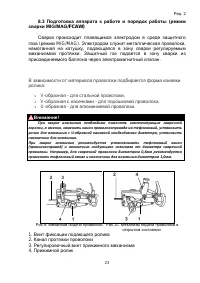
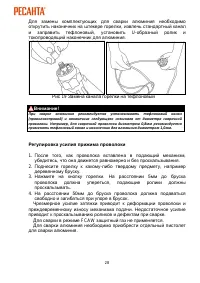
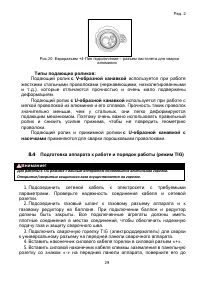
- 23 Подготовка аппарата к работе и порядок работы (режим; Сварка происходит плавящимся электродом в среде защитного; образной канавкой необходимого диаметра, установить; Винт фиксации подающего ролика
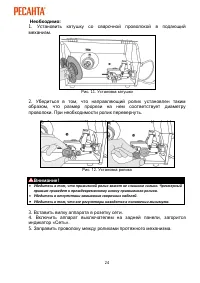
- 24 Убедитесь в отсутствии замыкания сварочных кабелей.; Вставить вилку аппарата в розетку сети.
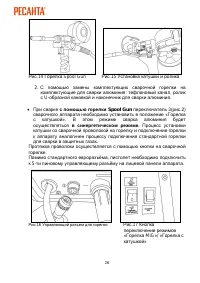
- 26 с помощью горелки Spool Gun; Процесс установки; Рис.16 Управляющий разъем для горелки
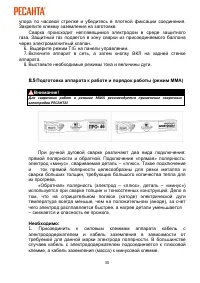
- 30 Подготовка аппарата к работе и порядок работы (режим ММА); Для сварочных
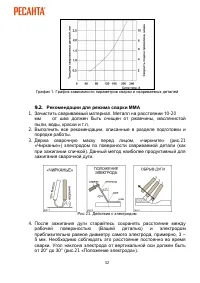
- 31 Диаметр электродов; Таблица 3. Зависимость сварочного тока от диаметра электрода; РЕКОМЕНДАЦИИ ПО ПРОВЕДЕНИЮ СВАРОЧНЫХ РАБОТ
- 32 Рекомендации для режима сварки ММА; от шва должен быть очищен от ржавчины, маслянистой; Рис 21. Действия с электродом; поверхностью
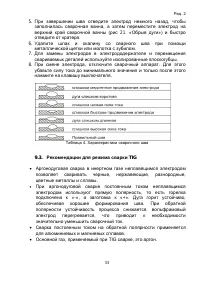
- 33 Таблица 4. Характеристики сварочного шва; Рекомендации для режима сварки TIG; что
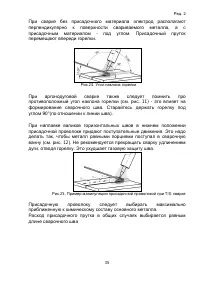
- 34 Выбор выпуска электрода; мм; Рис.22 Выпуск электрода; Сварку обычно выполняют справа налево
- 35 Рис.25. Пример манипуляции присадочной проволокой при TIG сварке
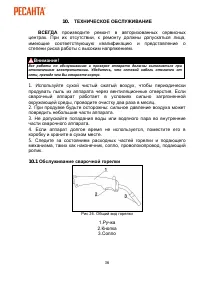
- 36 Рис 26. Общий вид горелки
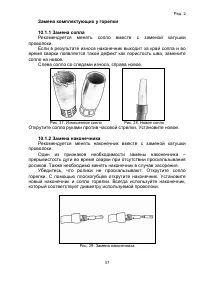
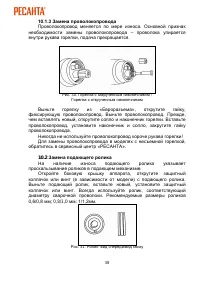
- 38 Горелка с открученным наконечником; Замена подающего ролика
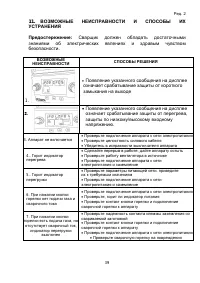
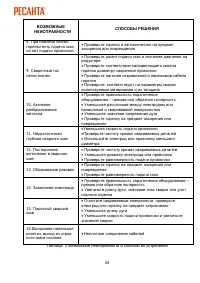
- 39 Сварщик должен обладать достаточными; ВОЗМОЖНЫЕ; Появление указанного сообщения на дисплее
- 42 ГАРАНТИИ ИЗГОТОВИТЕЛЯ
- 43 ГАРАНТИЙНЫЙ ТАЛОН; признан годным для эксплуатации.
- 44 СЕРВИСНЫЕ ЦЕНТРЫ













