Сварочное оборудование Ресанта САИПА-220 Синергия - инструкция пользователя по применению, эксплуатации и установке на русском языке. Мы надеемся, она поможет вам решить возникшие у вас вопросы при эксплуатации техники.
Если остались вопросы, задайте их в комментариях после инструкции.
"Загружаем инструкцию", означает, что нужно подождать пока файл загрузится и можно будет его читать онлайн. Некоторые инструкции очень большие и время их появления зависит от вашей скорости интернета.








28
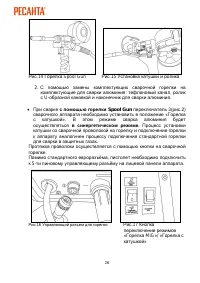
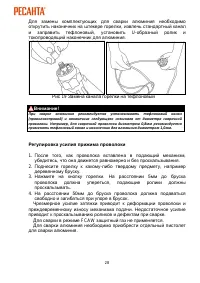
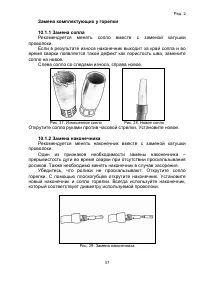
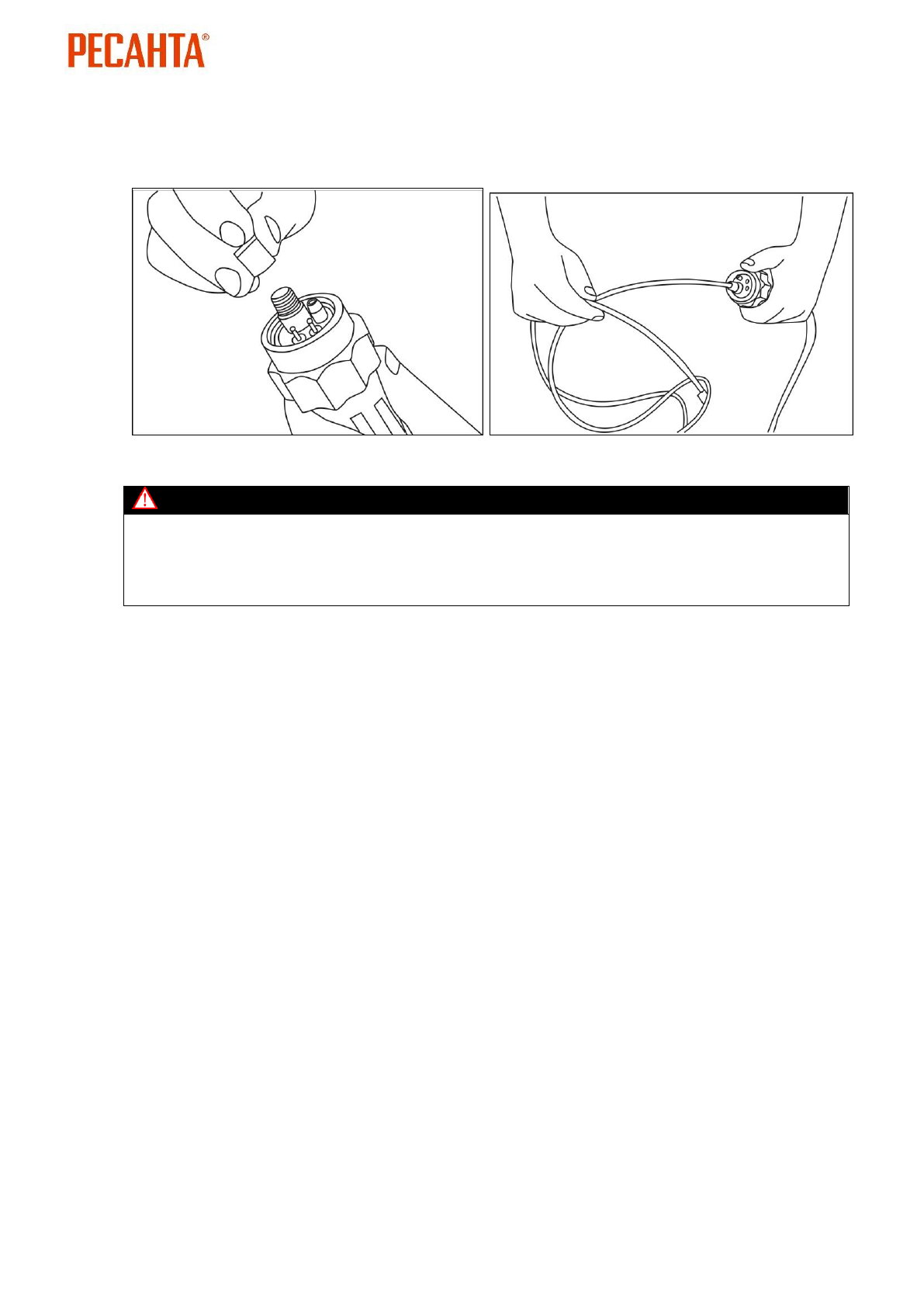
Для замены комплектующих для сварки алюминия необходимо
открутить наконечник на штекере горелки, извлечь стандартный канал
и заправить тефлоновый, установить U-образный ролик и
токопроводящий наконечник для алюминия.
Рис 19 Замена канала горелки на тефлоновый
Внимание!
При сварке алюминия рекомендуется устанавливать тефлоновый канал
(проволокопровод) и наконечник следующего номинала от диаметра сварочной
проволоки. Например, для сварочной проволоки диаметром 0,8мм рекомендуется
применять тефлоновый канал и наконечник для алюминия диаметром 1,0мм.
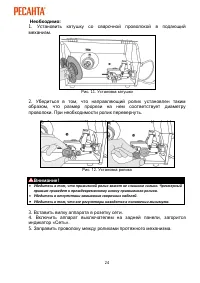
Регулировка усилия прижима проволоки
1.
После того, как проволока вставлена в подающий механизм,
убедитесь, что она движется равномерно и без проскальзывания.
2.
Поднесите горелку к какому-либо твердому предмету, например
деревянному бруску.
3.
Нажмите на кнопку горелки. На расстоянии 5мм до бруска
проволока должна упереться, подающие ролики должны
проскальзывать.
4.
На расстоянии 50мм до бруска проволока должна подаваться
свободно и загибаться при упоре в брусок.
Чрезмерное усилие затяжки приводит к деформации проволоки и
преждевременному износу механизма подачи. Недостаточное усилие
приводит к проскальзыванию роликов и дефектам при сварке.
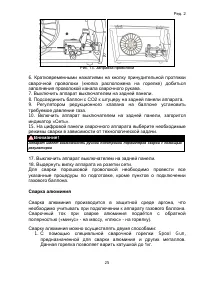
Для сварки в режиме FCAW защитный газ не применяется.
Для сварки алюминия необходимо приобрести отдельный пистолет
для сварки алюминия.
Содержание
- 4 СОДЕРЖАНИЕ
- 6 Дополнительные способы сварки:
- 7 ПРАВИЛА БЕЗОПАСНОСТИ; Прочтите перед началом использования устройства; Условия по эксплуатации
- 9 ЗАЩИТА ОРГАНОВ ДЫХАНИЯ
- 10 аргонодуговая сварка неплавящимся электродом.
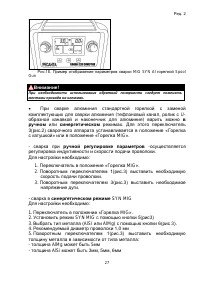
- 12 Рис. 1. Передняя и задняя панели аппарата
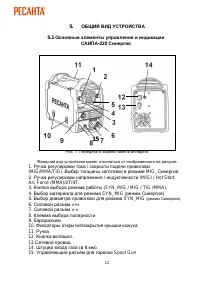
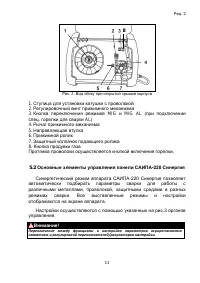
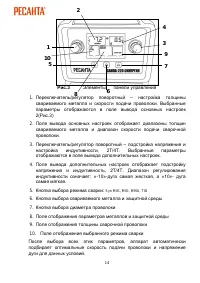
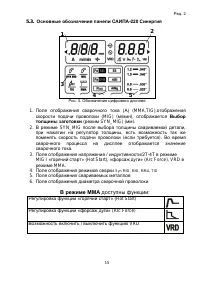
- 13 Рис. 2. Вид сбоку при открытой крышке корпуса; Основные элементы управления панели САИПА-220 Синергия
- 15 В режиме ММА
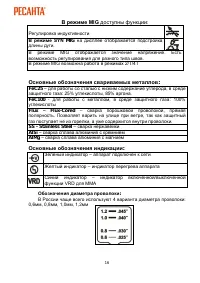
- 16 В режиме MIG; доступны функции; В режиме SYN MIG; Основные обозначения свариваемых металлов:; Flux; Основные обозначения индикации:; Обозначения диаметра проволоки:
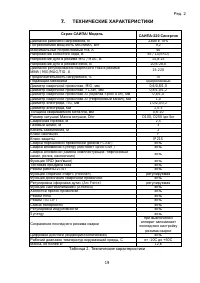
- 19 ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ; Таблица 2. Технические характеристики
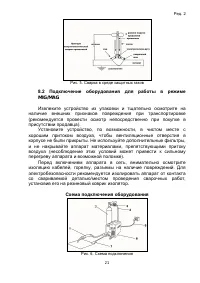
- 21 Схема подключения оборудования
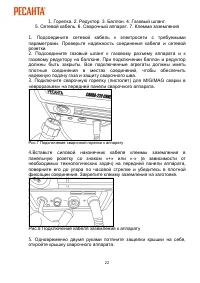
- 22 Рис.7 Подключение сварочной горелки к аппарату
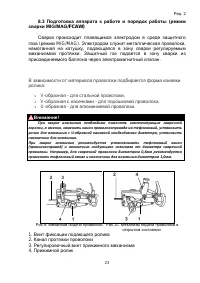
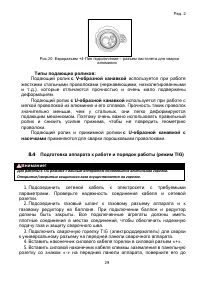
- 23 Подготовка аппарата к работе и порядок работы (режим; Сварка происходит плавящимся электродом в среде защитного; образной канавкой необходимого диаметра, установить; Винт фиксации подающего ролика
- 24 Убедитесь в отсутствии замыкания сварочных кабелей.; Вставить вилку аппарата в розетку сети.
- 26 с помощью горелки Spool Gun; Процесс установки; Рис.16 Управляющий разъем для горелки
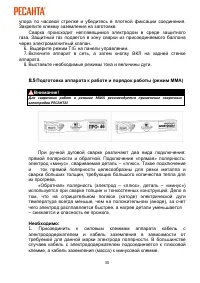
- 30 Подготовка аппарата к работе и порядок работы (режим ММА); Для сварочных
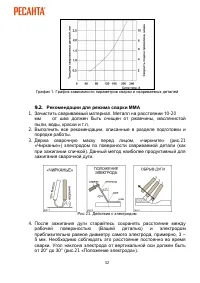
- 31 Диаметр электродов; Таблица 3. Зависимость сварочного тока от диаметра электрода; РЕКОМЕНДАЦИИ ПО ПРОВЕДЕНИЮ СВАРОЧНЫХ РАБОТ
- 32 Рекомендации для режима сварки ММА; от шва должен быть очищен от ржавчины, маслянистой; Рис 21. Действия с электродом; поверхностью
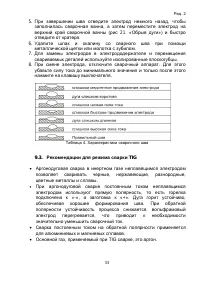
- 33 Таблица 4. Характеристики сварочного шва; Рекомендации для режима сварки TIG; что
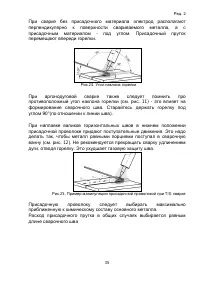
- 34 Выбор выпуска электрода; мм; Рис.22 Выпуск электрода; Сварку обычно выполняют справа налево
- 35 Рис.25. Пример манипуляции присадочной проволокой при TIG сварке
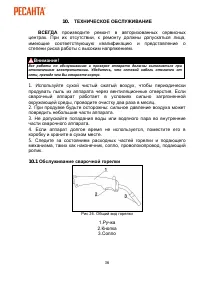
- 36 Рис 26. Общий вид горелки
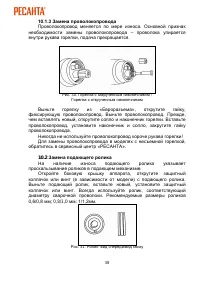
- 38 Горелка с открученным наконечником; Замена подающего ролика
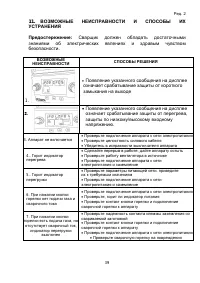
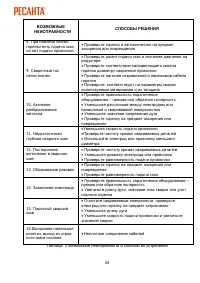
- 39 Сварщик должен обладать достаточными; ВОЗМОЖНЫЕ; Появление указанного сообщения на дисплее
- 42 ГАРАНТИИ ИЗГОТОВИТЕЛЯ
- 43 ГАРАНТИЙНЫЙ ТАЛОН; признан годным для эксплуатации.
- 44 СЕРВИСНЫЕ ЦЕНТРЫ













