
Генераторы CHAMPION DW190AE - инструкция пользователя по применению, эксплуатации и установке на русском языке. Мы надеемся, она поможет вам решить возникшие у вас вопросы при эксплуатации техники.
Если остались вопросы, задайте их в комментариях после инструкции.
"Загружаем инструкцию", означает, что нужно подождать пока файл загрузится и можно будет его читать онлайн. Некоторые инструкции очень большие и время их появления зависит от вашей скорости интернета.

















28
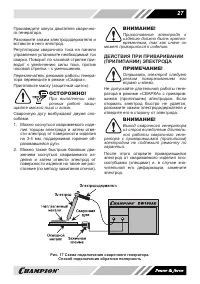
Продолжите сварочные работы.
Длина дуги должна соответствовать диа-
метру электрода и его марке, но в основ-
ном должна удерживаться в пределах
0,5—1,2 диаметра электрода.
Значительные отклонения от данного ус-
ловия приводят к образованию дефектов
сварного шва.
Увеличение длины дуги вызывает сни-
жение глубины провара шва, порообра-
зование в соединении и увеличение раз-
брызгивания металла.
Уменьшение длины дуги — вызывает ко-
роткое замыкание и ухудшение условий
формирования шва.
Для каждого отдельного случая при выбо-
ре различных методик сварки устанавли-
вают разные углы наклона для электро-
да. Основными считаются три положения
электрода относительно плоскости сва-
ривания: движение вперед с наклоном
электрода 30-60 градусов (наиболее
распространенное), движение вперед с
наклоном 90 градусов (применяемое в
труднодоступных местах) и движение на-
зад с наклоном 30-60 градусов.
Информацию о видах сварочных швов
с описанием можно получить из норма-
тивно-технических документов по ручной
дуговой сварке.
ГОСТ5264-80.
Ручная дуговая сварка.
Соединения сварные. Основные типы,
конструктивные элементы и размеры.
ГОСТ 11534-75.
Ручная дуговая сварка.
Соединения сварные под острыми и ту-
пыми углами. Основные типы, конструк-
тивные элементы и размеры.
ГОСТ 16037-80.
Соединения сварные
стальных трубопроводов. Основные
типы, конструктивные элементы и раз-
меры.
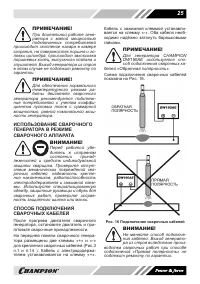
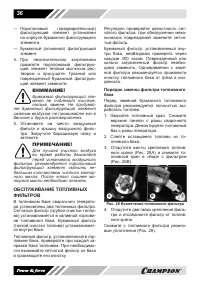
Для того чтобы закончить сварку необхо-
димо вернуть электрод назад (для запол-
нения сварочного кратера) и быстро из-
влечь электрод из сварочной ванны для
разрыва дуги.
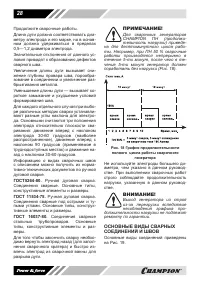
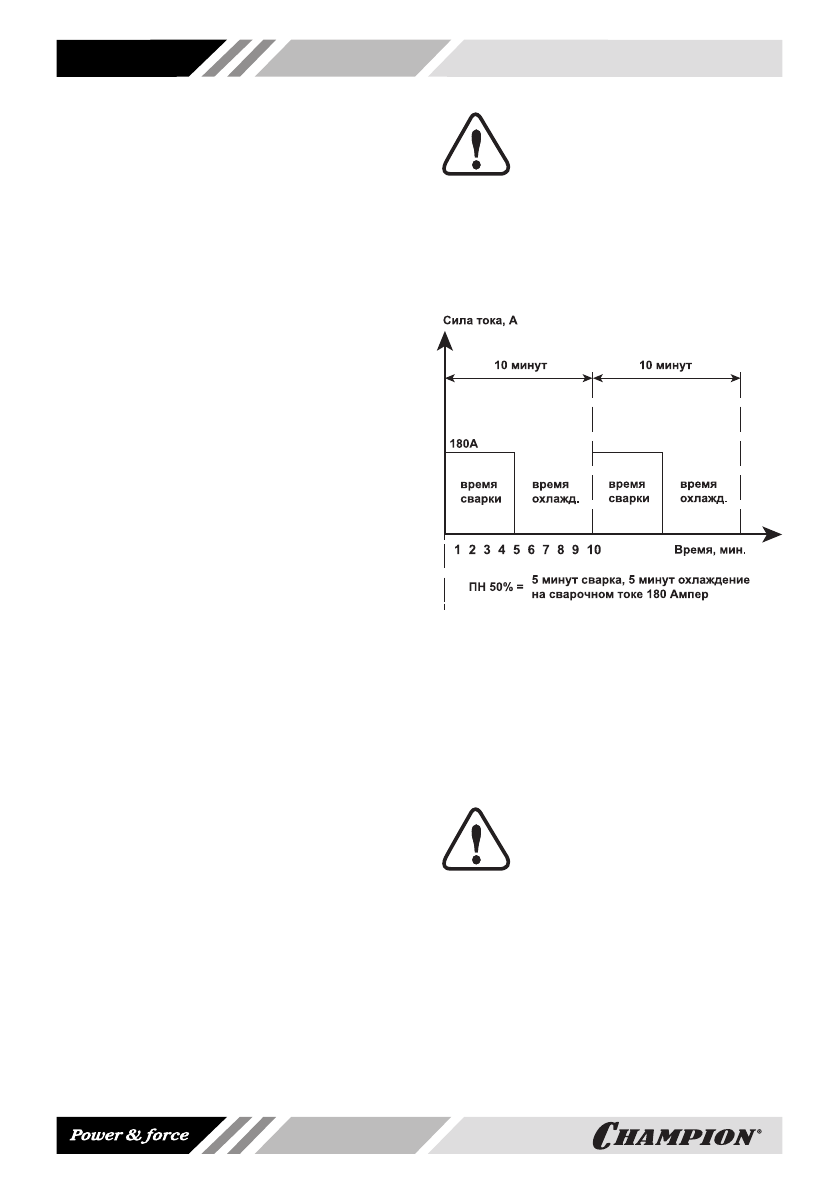
ПРИМЕЧАНИЕ!
Для сварочных генераторов
CHAMPION ПН (продолжи
-
тельность нагрузки) приведе
-
на для десятиминутного цикла рабо
-
ты. Например, при ПН 50 % сварочные
работы производятся непрерывно в
течение 5-ти минут, после чего в те
-
чение 5-ти минут генератор должен
поработать без нагрузки (Рис. 18).
Рис. 18 График продолжительности
полного цикла работы сварочного
генератора
Не используйте электроды большего ди-
аметра, чем указано в данном руковод-
стве. При выполнении сварочных работ
строго соблюдайте продолжительность
нагрузки, указанную в данном руковод-
стве.
ВНИМАНИЕ!
Выход генератора из строя
из-за перегрузки вследствие
несоблюдения графика про
-
должительности нагрузки не подлежит
ремонту по гарантии.
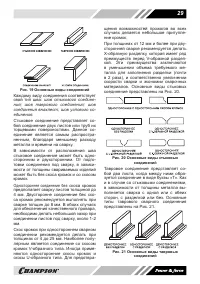
ОСНОВНЫЕ ВИДЫ СВАРНЫХ
СОЕДИНЕНИЙ И ШВОВ
Основные виды соединений приведены
на Рис. 19.













