
Генераторы CHAMPION DW190AE - инструкция пользователя по применению, эксплуатации и установке на русском языке. Мы надеемся, она поможет вам решить возникшие у вас вопросы при эксплуатации техники.
Если остались вопросы, задайте их в комментариях после инструкции.
"Загружаем инструкцию", означает, что нужно подождать пока файл загрузится и можно будет его читать онлайн. Некоторые инструкции очень большие и время их появления зависит от вашей скорости интернета.

















30
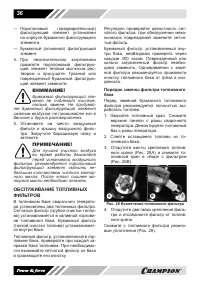
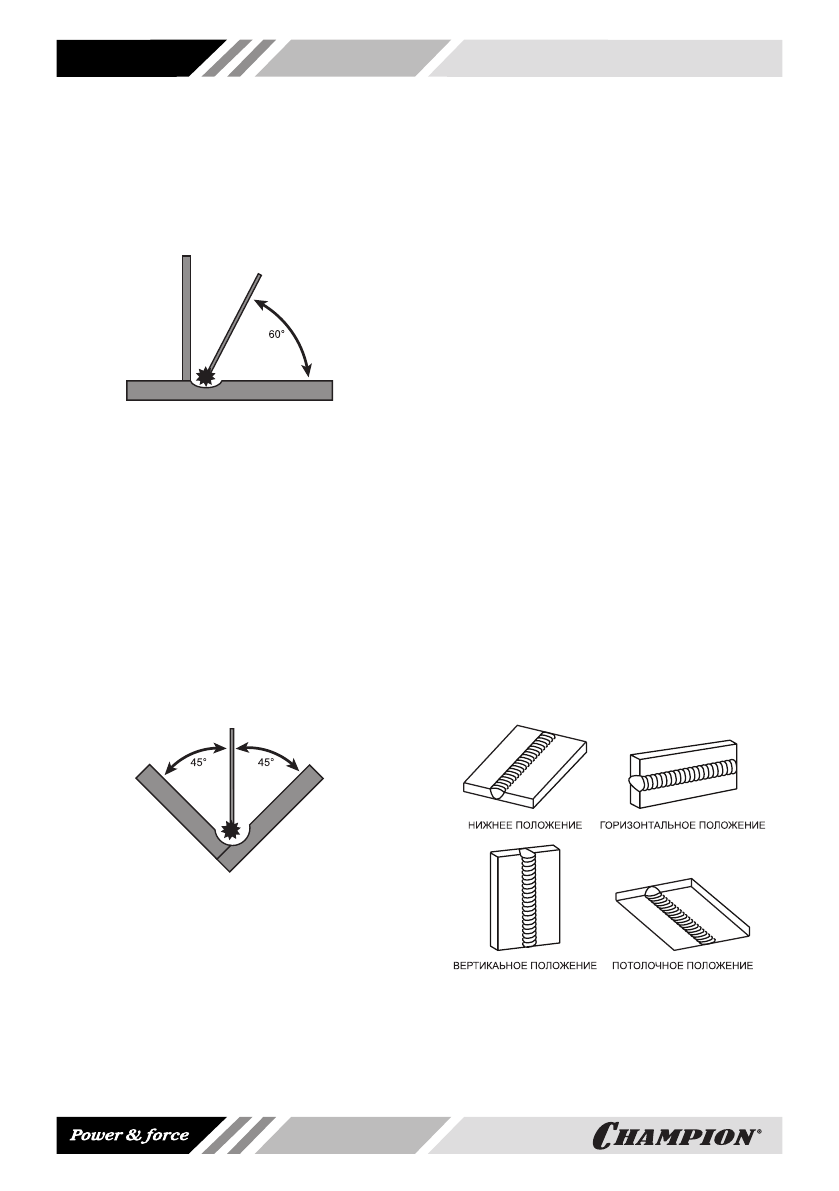
Некоторые советы по сварке
таврового соединения
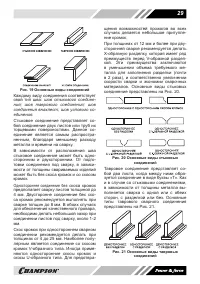
Совет первый.
При сварке тонкого ме-
талла с более толстым (Рис. 22.) необ-
ходимо, чтобы угол наклона между тол-
стым металлом и электродом составлял
около 60°.
Рис. 22 Сварка тонкого металла с более
толстым
Совет второй.
Сварку таврового соеди-
нения (и углового в такой же степени)
можно значительно упростить, распо-
ложив его для сварки «в лодочку» (Рис.
23). Это позволяет проводить сварку
преимущественно в нижнем положении,
увеличивая скорость сварки и уменьшая
вероятность появления подрезов, кото-
рые являются очень частым дефектом
таврового сварного соединения, наряду с
непроваром. В некоторых случаях одно-
го прохода будет недостаточно, поэтому
для заполняющих швов требуется осу-
ществлять колебания электрода.
Рис. 23 Сварка в «лодочку»
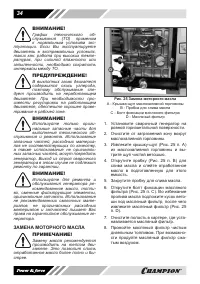
Соединение внахлест.
Данный тип со-
единения рекомендуется применять при
сварке листов толщиной до 10 мм, при-
чем сваривать листы требуется с обеих
сторон. Делается это из-за того, чтобы
не было возможности попадания влаги
между ними. Так как сварочных швов при
этом соединении два, то соответственно
увеличивается время на сварку и расхо-
дуемые сварочные материалы.
Угловое соединение.
Угловым свароч-
ным соединением называют тип соеди-
нения двух металлических листов, рас-
положенных друг к другу под прямым
или другим углом. Данные соединения
также могут быть со скосом кромок или
без скоса, в зависимости от толщин. Ино-
гда угловое соединение проваривается и
изнутри.
Сварные соединения и швы также клас-
сифицируют по другим признакам.
Типы соединений по степени выпукло-
сти:
нормальные, выпуклые, вогнутые.
Выпуклость шва зависит как от приме-
няемых сварочных материалов, так и
режимов сварки. Например, при длинной
дуге шов получается пологим и широким,
и, наоборот, при сварке на короткой дуге
шов получается более узким и выпу-
клым. Так же на степень выпуклости вли-
яет скорость сварки и ширина разделки
кромок.
ТИПЫ СОЕДИНЕНИЙ ПО
ПОЛОЖЕНИЮ В ПРОСТРАНСТВЕ
По положению в пространстве сварные со-
единения делятся на нижнее, горизонталь-
ное, вертикальное, потолочное (Рис. 24).
Рис. 24 Положение швов в пространстве
Наиболее оптимальным для сварки яв-
ляется нижнее положение шва. Поэтому
при проектировании изделия и состав-
лении технологии сварочного процесса
следует это учитывать. Сварка в нижнем













