
Генераторы CHAMPION DW190AE - инструкция пользователя по применению, эксплуатации и установке на русском языке. Мы надеемся, она поможет вам решить возникшие у вас вопросы при эксплуатации техники.
Если остались вопросы, задайте их в комментариях после инструкции.
"Загружаем инструкцию", означает, что нужно подождать пока файл загрузится и можно будет его читать онлайн. Некоторые инструкции очень большие и время их появления зависит от вашей скорости интернета.

















26
ВНИМАНИЕ!
Подсоединение кабелей к клем
-
мам производится только при
неработающем
двигателе
сварочного генератора. При этом пере
-
ключатель режимов должен находиться
в положении «ГЕНЕРАТОР», а выключа
-
тель сети в положении «ВЫКЛ.».
ВНИМАНИЕ!
При неплотном подсоедине
-
нии кабелей возможны повреж
-
дения клемм или генератора.
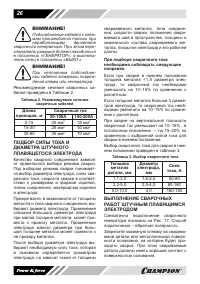
Рекомендуемое сечение сварочных ка-
белей приведено в Таблице 2.
Таблица 2. Рекомендуемое сечение
сварочных кабелей
Длина
проводов, м
Сварочный ток
30-100А
100-200А
0-15
25 мм
2
35 мм
2
15-30
25 мм
2
50 мм
2
30-60
35 мм
2
70 мм
2
ПОДБОР СИЛЫ ТОКА И
ДИАМЕТРА ШТУЧНОГО
ПЛАВЯЩЕГОСЯ ЭЛЕКТРОДА
Качество сварного соединения зависит
от правильного выбора режима сварки.
Под выбором режима сварки понимает-
ся выбор диаметра электрода, силы сва-
рочного тока, скорости сварки в соответ-
ствии с размерами и формой изделия,
типом соединения, материалом изделия
и электрода.
Прежде всего, в зависимости от толщины
металла и типа сварного соединения, вы-
бирают диаметр электрода. Применение
слишком большого диаметра электрода
при малой толщине металла, может при-
вести к прожогу металла. Применение
электрода малого диаметра при боль-
шой толщине металла может привести к
не провару металла.
После выбора диаметра электрода вы-
бирают необходимую силу тока, которая
в основном определяется диаметром
электрода, но зависит также от толщины
свариваемого металла, типа соедине-
ния, скорости сварки, положения свари-
ваемого шва в пространстве, толщины и
химического состава свариваемого ме-
талла, покрытия электрода и его рабочей
длины.
При подборе сварочного тока
необходимо соблюдать следующие
поправки:
Если при сварке в нижнем положении
толщина металла <1,5 диаметра элек-
трода, то сварочный ток необходимо
уменьшить на 10–15% по сравнению с
расчетным.
Если толщина металла больше 3 диаме-
тров электрода, то сварочный ток необ-
ходимо увеличить на 10–15% по сравне-
нию с расчетным.
При сварке на вертикальной плоскости
сварочный ток уменьшают на 10–15% , в
потолочном положении — на 15–20% по
сравнению с выбранной силой тока для
сварки в нижнем положении.
Выбор сварочного тока для сварки в ниж-
нем положении приведен в таблице 3.
Таблица 3. Выбор сварочного тока
Толщина
металла
детали, мм
Диаметр
электрода,
мм
Сила
тока, А
1,1-2,0
1,6-2,5
50-80
2,2-5,0
2,5-4,0
80-160
5,0-10,0
4,0
160-180
ВЫПОЛНЕНИЕ СВАРОЧНЫХ
РАБОТ ШТУЧНЫМ ПЛАВЯЩИМСЯ
ЭЛЕКТРОДОМ
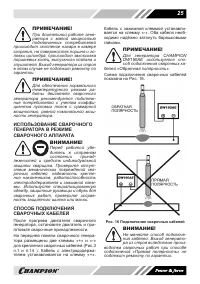
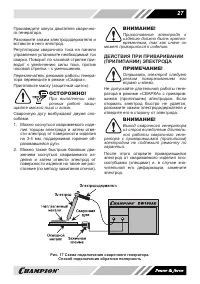
Схематично подключение сварочного
генератора показано на Рис. 17. Способ
подключения – обратная полярность.
Закрепите зажимную клемму на сварива-
емой детали или металлической поверх-
ности основания, на котором будет про-
ходить сварка. При этом свариваемые
детали должны иметь хороший контакт с
поверхностью основания.













