
Сварочное оборудование Сварог REAL SMART ARC 200 - инструкция пользователя по применению, эксплуатации и установке на русском языке. Мы надеемся, она поможет вам решить возникшие у вас вопросы при эксплуатации техники.
Если остались вопросы, задайте их в комментариях после инструкции.
"Загружаем инструкцию", означает, что нужно подождать пока файл загрузится и можно будет его читать онлайн. Некоторые инструкции очень большие и время их появления зависит от вашей скорости интернета.


















12
Наименование параметра
Ед.
изме-
рения
REAL SMART
ARC 160
(Z28103)
REAL SMART
ARC 200
(Z28303)*
REAL SMART
ARC 220
(Z28403)
Напряжение питающей сети
В
150 – 270
140 – 270
130 – 270
Частота питающей сети
Гц
50
Потребляемая мощность, ММА
кВА
5
7,1
8,2
Потребляемая мощность, TIG
кВА
2,9
4,4
5,2
Потребляемый ток
А
22,7
32,3
37,4
Сварочный ток, MMA
А
20 – 160
20 – 200
20 – 220
Сварочный ток, TIG
А
20 – 160
20 – 200
20 – 220
Рабочее напряжение, ММА
В
20,8 – 24,8
20,8 – 26,4
20,8 – 27,2
Рабочее напряжение, TIG
В
10,8 – 14,8
10,8 – 16,4
10,8 – 17,2
ПН (40°C)
%
60
Сварочный ток при ПН 100%, MMA
А
120
160
180
Сварочный ток при ПН 100%, TIG
А
120
160
180
Диаметр электрода, MMA
мм
1,6 – 3,2
1,6 – 4,0
2,0 – 5,0
Диаметр электрода, TIG
мм
1,6 – 2,4
1,6 – 3,2
Напряжение холостого хода, MMA
(VRD)
В
81 (14)
Напряжение холостого хода, TIG
В
14
Режим Synergy, ММА
Да/отключаемый
Режим Synergy, TIG
Нет
Antistick
Да/отключаемый
VRD
Да/отключаемый
Регулируемый горячий старт
Да
Регулируемый форсаж дуги
Да
Коэффициент мощности
0,7
КПД
%
85
Класс изоляции
F
Степень защиты
IP
21S
Габаритные размеры
мм
295x120x212 347x120x212 380x120x212
Масса
кг
3
3,8
4,2
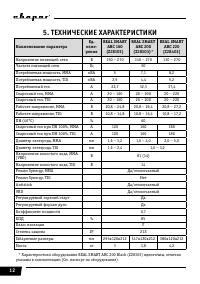
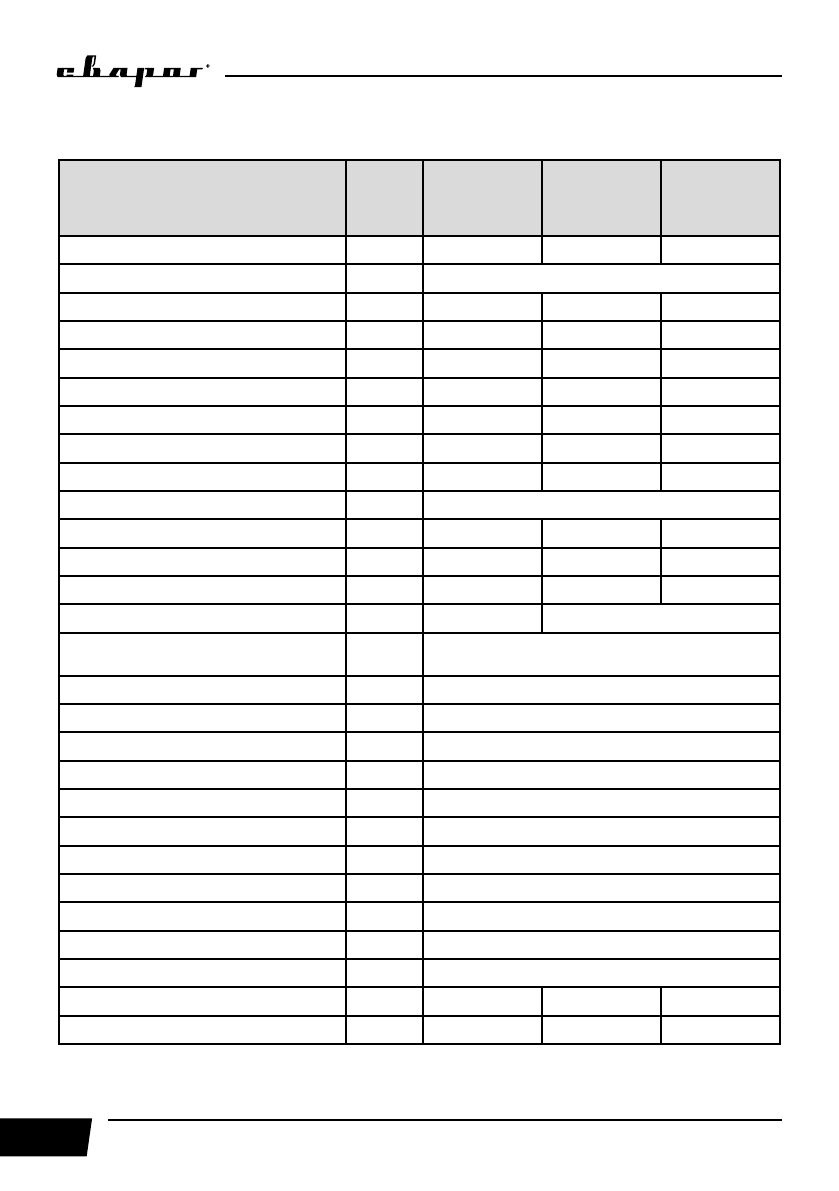
* Характеристики оборудования REAL SMART ARC 200 Black (Z28303) идентичны, отличия
указаны в комплектации (См. паспорт на оборудование).
5. ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
Содержание
- 5 УКАЗАНИЯ ПО ИСПОЛЬЗОВАНИЮ РУКОВОДСТВА; пользованием оборудования.; ОБРАТИТЬ ВНИМАНИЕ! Особенности, требующие повышенного внимания; ДЕКЛАРАЦИЯ СООТВЕТСТВИЯ
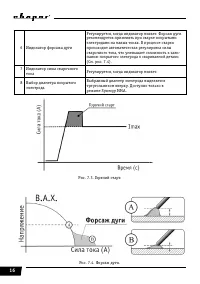
- 7 Параметры для ММА сварки:
- 8 ВНИМАНИЕ! Не используйте данные аппараты для размораживания; МЕРЫ БЕЗОПАСНОСТИ ПРИ ПРОВЕДЕНИИ СВАРОЧНЫХ РАБОТ
- 9 склеиванию с роговицей.; ВНИМАНИЕ! После завершения работы убедитесь в безопасности ра-; материалы должны быть удалены из рабочей зоны.; МЕРЫ БЕЗОПАСНОСТИ ПРИ РАБОТЕ С ГАЗОВЫМИ БАЛЛОНАМИ; дотвращения их падения.
- 10 ВНИМАНИЕ! При поражении электрическим током прекратите сварку,
- 11 особенно внимательны при использовании кабелей большой длины.; ВНИМАНИЕ! Несмотря на защиту корпуса аппарата от попадания влаги,
- 12 ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
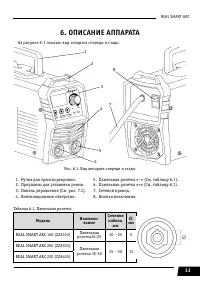
- 13 На рисунке 6.1 показан вид аппарата спереди и сзади.
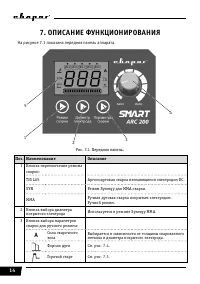
- 14 ОПИСАНИЕ ФУНКЦИОНИРОВАНИЯ; На рисунке 7.1 показана передняя панель аппарата.
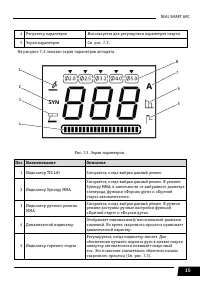
- 15 На рисунке 7.2 показан экран параметров аппарата.
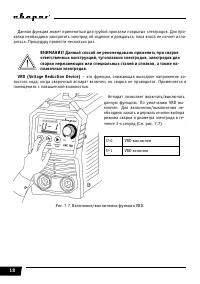
- 17 Инверторные сварочные аппараты обладают следующими функциями:; Аппарат позволяет включать/выключать
- 18 – это функция, снижающая выходное напряжение хо-
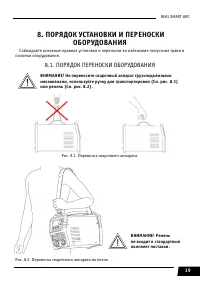
- 19 ПОРЯДОК УСТАНОВКИ И ПЕРЕНОСКИ; поломки оборудования.; ВНИМАНИЕ! Не переносите сварочный аппарат грузоподъёмными
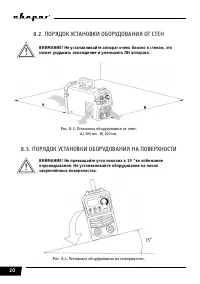
- 20 ПОРЯДОК УСТАНОВКИ ОБОРУДОВАНИЯ ОТ СТЕН; ВНИМАНИЕ! Не устанавливайте аппарат очень близко к стенам, это; ПОРЯДОК УСТАНОВКИ ОБОРУДОВАНИЯ НА ПОВЕРХНОСТИ; ВНИМАНИЕ! Не превышайте угол наклона в 15 °во избежание
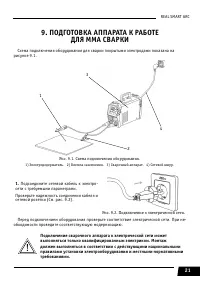
- 21 ПОДГОТОВКА АППАРАТА К РАБОТЕ; Подсоедините сетевой кабель к электро-; Подключение сварочного аппарата к электрической сети может
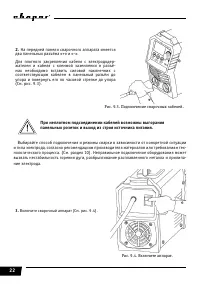
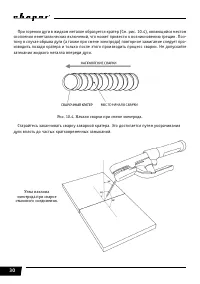
- 22 При неплотном подсоединении кабелей возможны выгорания
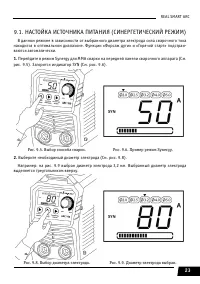
- 23 выделяется треугольником вверху.
- 26 ПАМЯТКА ПЕРЕД НАЧАЛОМ РАБОТЫ ДЛЯ ММА СВАРКИ
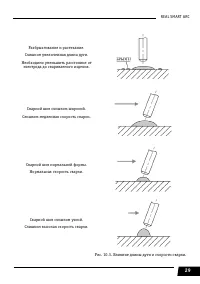
- 27 ОБЩИЕ РЕКОМЕНДАЦИИ ДЛЯ ММА СВАРКИ; Данные рекомендации носят ознакомительный характер.; • касанием электрода впритык и отведением его вверх
- 30 дуги вплоть до частых кратковременных замыканий.
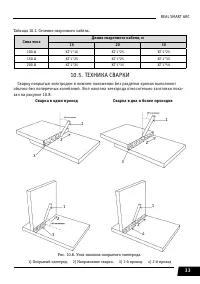
- 33 Сварка в один проход
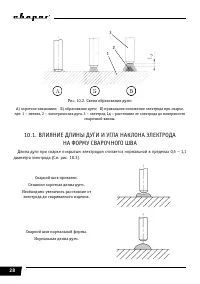
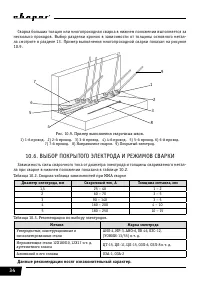
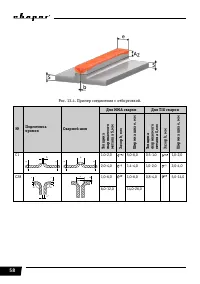
- 34 ВЫБОР ПОКРЫТОГО ЭЛЕКТРОДА И РЕЖИМОВ СВАРКИ; ла при сварке в нижнем положении показана в таблице 10.2.
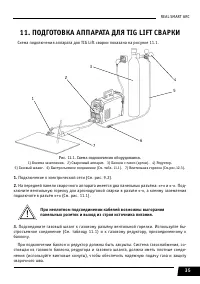
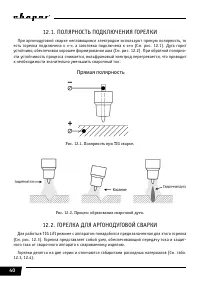
- 35 ПОДГОТОВКА АППАРАТА ДЛЯ TIG LIFT СВАРКИ
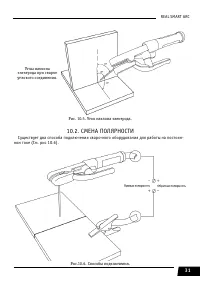
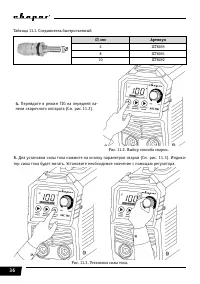
- 36 Перейдите в режим TIG на передней па-
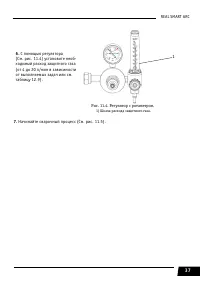
- 37 С помощью регулятора
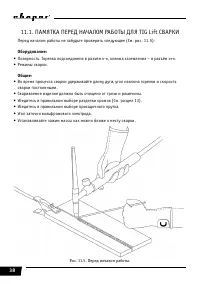
- 38 ПАМЯТКА ПЕРЕД НАЧАЛОМ РАБОТЫ ДЛЯ TIG Lift СВАРКИ
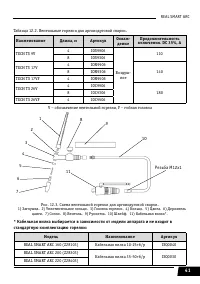
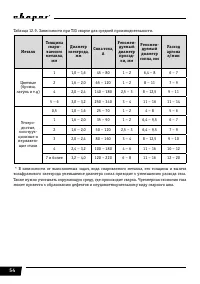
- 39 ОБЩИЕ РЕКОМЕНДАЦИИ ДЛЯ TIG LIFT СВАРКИ; Наименование показателя; и другие смеси газов.
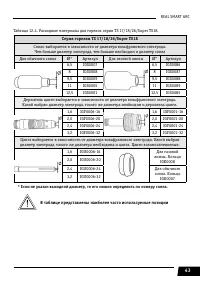
- 41 стандартную комплектацию горелки:
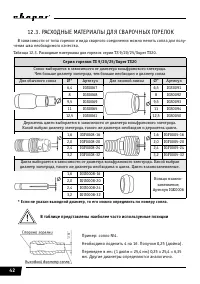
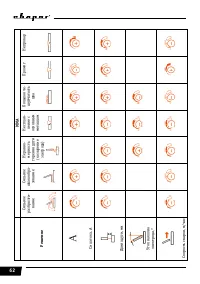
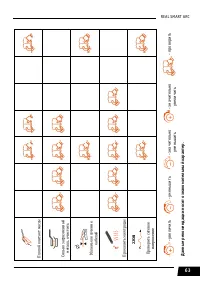
- 42 РАСХОДНЫЕ МАТЕРИАЛЫ ДЛЯ СВАРОЧНЫХ ГОРЕЛОК; чения шва необходимого качества.; В таблице представлены наиболее часто используемые позиции
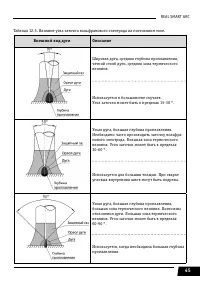
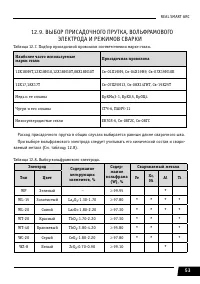
- 44 ВОЛЬФРАМОВОГО ЭЛЕКТРОДА; Выбор выпуска электрода:
- 45 Внешний вид дуги
- 46 мм
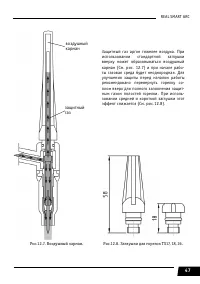
- 47 стандартной; воздушный
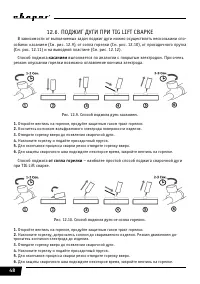
- 48 Способ поджига; касанием; выполняется по аналогии с покрытым электродом. При очень; от сопла горелки; – наиболее простой способ поджига сварочной дуги
- 49 от присадочного прутка; используется, если предъявляются повышен-; на выводной пластине; используется, если предъявляются повышенные
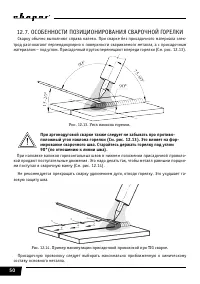
- 50 ОСОБЕННОСТИ ПОЗИЦИОНИРОВАНИЯ СВАРОЧНОЙ ГОРЕЛКИ; При аргонодуговой сварке также следует не забывать про противо-; составу основного металла.
- 53 ЭЛЕКТРОДА И РЕЖИМОВ СВАРКИ
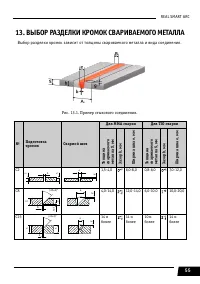
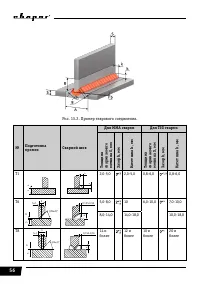
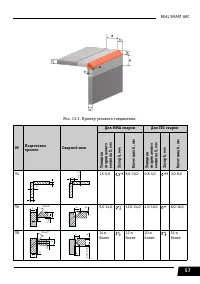
- 55 ВЫБОР РАЗДЕЛКИ КРОМОК СВАРИВАЕМОГО МЕТАЛЛА
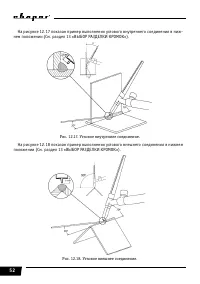
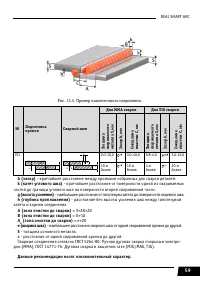
- 59 - кратчайшее расстояние от поверхности одной из свариваемых
- 61 уменьшить
- 64 КОНТРОЛЬ КАЧЕСТВА СВАРНОГО СОЕДИНЕНИЯ; собами, не прибегая к лабораторным испытаниям.
- 65 ПРОВЕРКА СОЕДИНЕНИЯ С ПОМОЩЬЮ МАКРОШЛИФОВ; Состав для травления:
- 66 ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ; сти. Специалисты должны иметь допуски к проведению таких работ.; Периодичность; Общие рекомендации
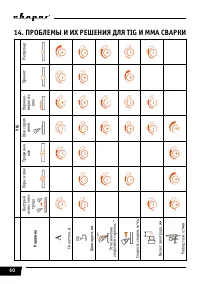
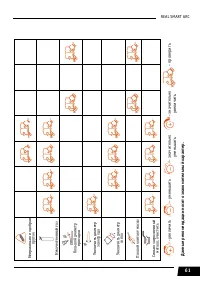
- 67 УСТРАНЕНИЕ НЕПОЛАДОК; ВНИМАНИЕ! Ремонт данного сварочного оборудования в случае; Неисправность
- 69 правилами перевозок, действующими на каждом виде транспорта.; Внимание! Перед использованием изделия ВНИМАТЕЛЬНО изучите
Характеристики

Остались вопросы?Не нашли свой ответ в руководстве или возникли другие проблемы? Задайте свой вопрос в форме ниже с подробным описанием вашей ситуации, чтобы другие люди и специалисты смогли дать на него ответ. Если вы знаете как решить проблему другого человека, пожалуйста, подскажите ему :)




