Сварочное оборудование Сварог MIG 500 (N388) - инструкция пользователя по применению, эксплуатации и установке на русском языке. Мы надеемся, она поможет вам решить возникшие у вас вопросы при эксплуатации техники.
Если остались вопросы, задайте их в комментариях после инструкции.
"Загружаем инструкцию", означает, что нужно подождать пока файл загрузится и можно будет его читать онлайн. Некоторые инструкции очень большие и время их появления зависит от вашей скорости интернета.



























60
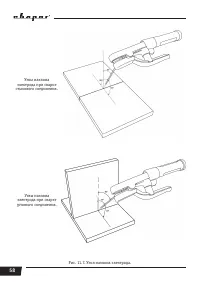
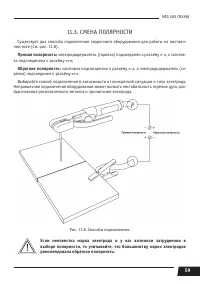
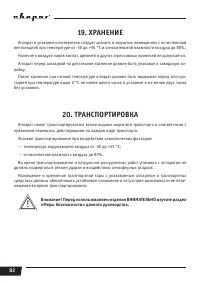
11.4. ЭЛЕКТРОМАГНИТНОЕ ДУТЬЕ
При сварке на постоянном токе также следует учитывать эффект
электромагнитного
дутья
дуги. Для уменьшения данного фактора следует перемещать место клеммы заземления
либо изменить угол наклона электрода (См. рис. 11.9).
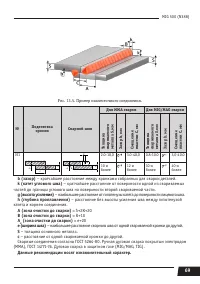
Рис. 11.9. Схема отклонения дуги постоянного тока.
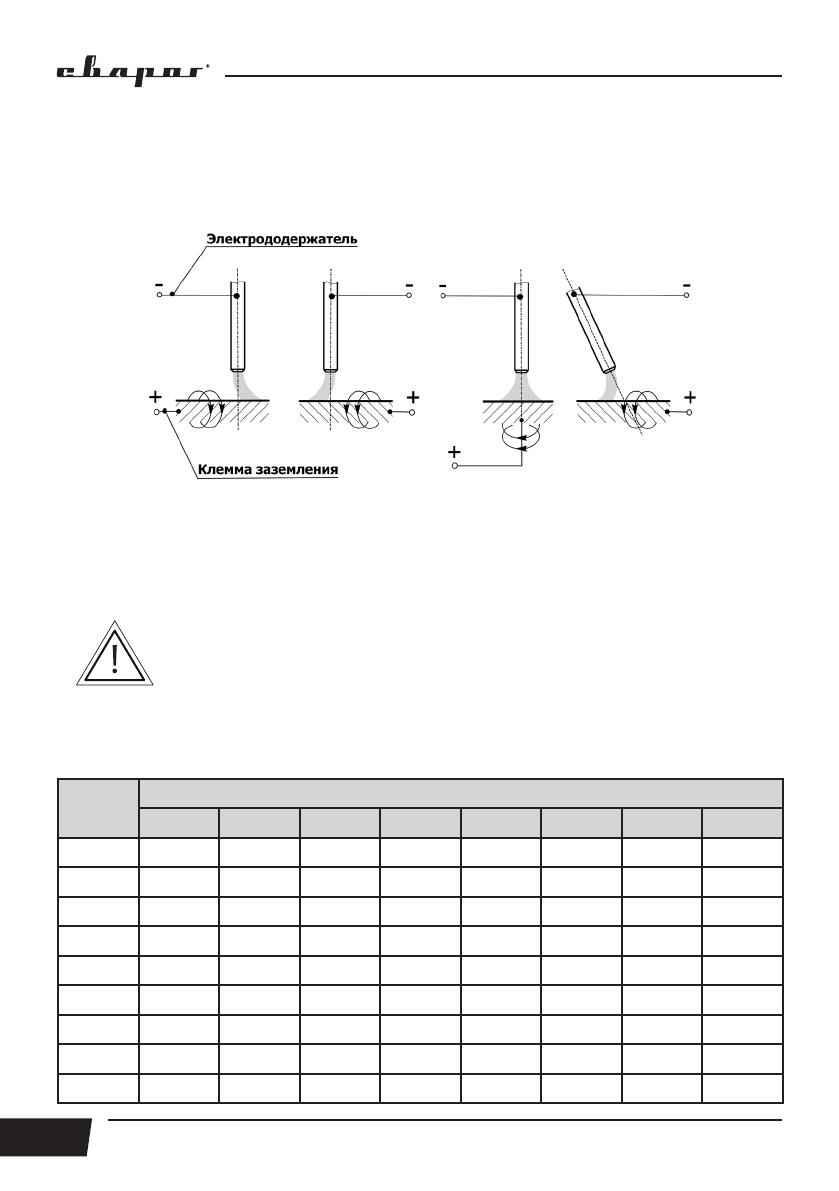
11.5. УВЕЛИЧЕНИЕ ДЛИНЫ СВАРОЧНЫХ КАБЕЛЕЙ
Старайтесь избегать ситуации, когда приходится использовать чрезмерно длинные кабель
электрододержателя и обратный кабель.
Если необходимо увеличить их длину, увеличивайте также и сечения
кабелей с целью уменьшения падения напряжения на кабелях.
В общем случае, постарайтесь просто пододвинуть источник ближе к зоне сварки для ис-
пользования кабелей 3 – 5 метровой длины.
Таблица 11.1. Сечение сварочного кабеля.
Сила
тока
Длина сварочного кабеля, м
15
20
30
40
45
55
60
70
100 А
КГ 1*16
КГ 1*25
КГ 1*25
КГ 1*35
КГ 1*35
КГ 1*50
КГ 1*50
КГ 1*50
150 А
КГ 1*25
КГ 1*25
КГ 1*35
КГ 1*50
КГ 1*50
КГ 1*75
КГ 1*75
КГ 1*95
200 А
КГ 1*25
КГ 1*35
КГ 1*50
КГ 1*75
КГ 1*75
КГ 1*95
КГ 1*95
250 А
КГ 1*35
КГ 1*50
КГ 1*75
КГ 1*95
КГ 1*95
300 А
КГ 1*35
КГ 1*50
КГ 1*75
КГ 1*95
350 А
КГ 1*50
КГ 1*75
КГ 1*95
400 А
КГ 1*50
КГ 1*75
450 А
КГ 1*50
КГ 1*95
500 А
КГ 1*95
КГ 1*95
Содержание
- 5 пользованием оборудования.; ОБРАТИТЬ ВНИМАНИЕ! Особенности, требующие повышенного внимания; ДЕКЛАРАЦИЯ СООТВЕТСТВИЯ
- 8 подзарядки батарей или аккумуляторов, запуска двигателей.; МЕРЫ БЕЗОПАСНОСТИ ПРИ ПРОВЕДЕНИИ СВАРОЧНЫХ РАБОТ
- 9 МЕРЫ БЕЗОПАСНОСТИ ПРИ РАБОТЕ С ГАЗОВЫМИ БАЛЛОНАМИ
- 11 ВНИМАНИЕ! Несмотря на защиту корпуса аппарата от попадания влаги,
- 12 ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ; Наименование параметра
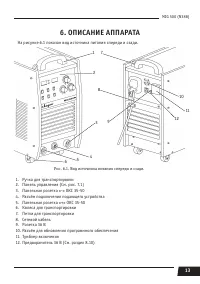
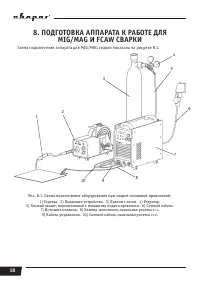
- 13 На рисунке 6.1 показан вид источника питания спереди и сзади.
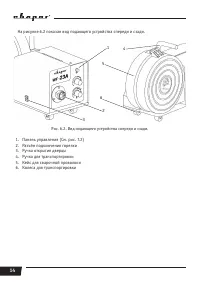
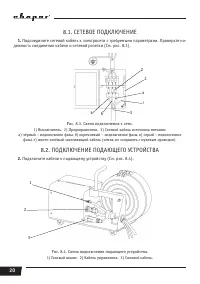
- 14 На рисунке 6.2 показан вид подающего устройства спереди и сзади.
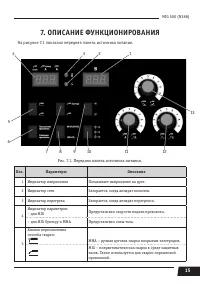
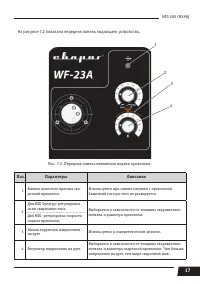
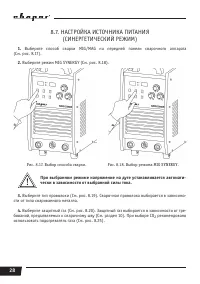
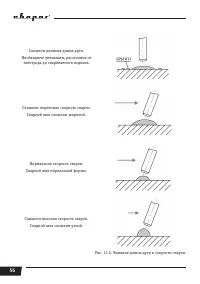
- 15 ОПИСАНИЕ ФУНКЦИОНИРОВАНИЯ; На рисунке 7.1 показана передняя панель источника питания.
- 16 Synergy
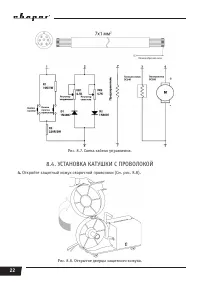
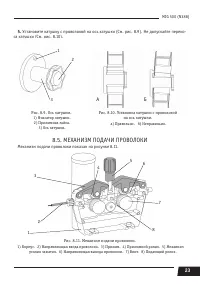
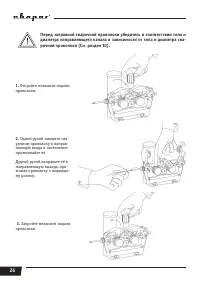
- 23 Механизм подачи проволоки показан на рисунке 8.11.
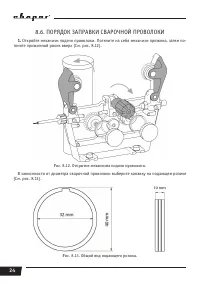
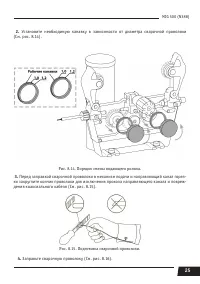
- 24 ПОРЯДОК ЗАПРАВКИ СВАРОЧНОЙ ПРОВОЛОКИ
- 28 чески в зависимости от выбранной силы тока.; сти от типа свариваемого металла.
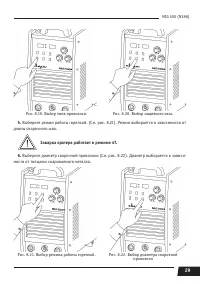
- 29 длины сварочного шва.; Заварка кратера работает в режиме 4Т.; мости от толщины свариваемого металла.
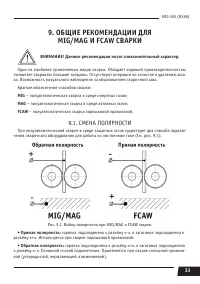
- 32 ДЛЯ MIG/MAG и FCAW СВАРКИ; проволока – горелка подсоединена в разъём «-».
- 33 ВНИМАНИЕ! Данные рекомендации носят ознакомительный характер.
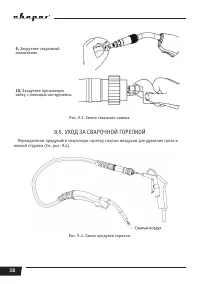
- 35 РАСХОДНЫЕ МАТЕРИАЛЫ ДЛЯ СВАРОЧНЫХ ГОРЕЛОК
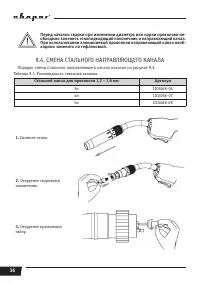
- 36 ходимо заменить на тефлоновый.; СМЕНА СТАЛЬНОГО НАПРАВЛЯЮЩЕГО КАНАЛА; Стальной канал для проволоки 1,2 – 1,6 мм
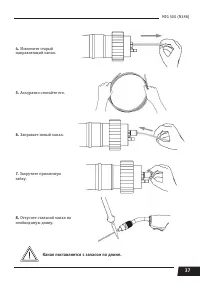
- 37 Канал поставляется с запасом по длине.
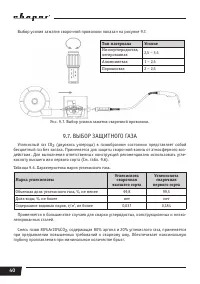
- 39 УСИЛИЕ ЗАЖАТИЯ СВАРОЧНОЙ ПРОВОЛОКИ; Перед заправкой проволоки в горелку необходимо убедиться, что:
- 40 Выбор усилия зажатия сварочной проволоки показан на рисунке 9.7.
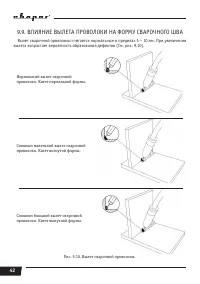
- 42 ВЛИЯНИЕ ВЫЛЕТА ПРОВОЛОКИ НА ФОРМУ СВАРОЧНОГО ШВА
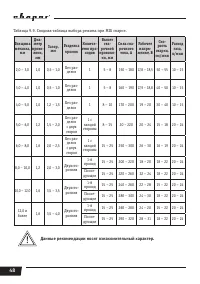
- 47 ВЫБОР СВАРОЧНОЙ ПРОВОЛОКИ И РЕЖИМОВ СВАРКИ; ставу основного металла.
- 48 Данные рекомендации носят ознакомительный характер.
- 49 розеток и выход из строя источника питания.
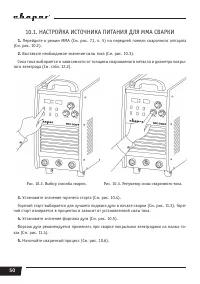
- 50 НАСТРОЙКА ИСТОЧНИКА ПИТАНИЯ ДЛЯ ММА СВАРКИ
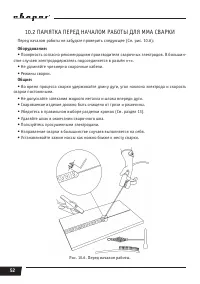
- 52 ПАМЯТКА ПЕРЕД НАЧАЛОМ РАБОТЫ ДЛЯ ММА СВАРКИ; стве случаев электрододержатель подсоединяется в разъём «+».
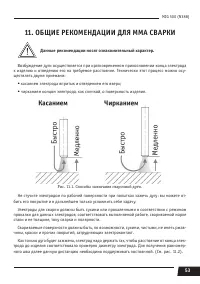
- 53 ОБЩИЕ РЕКОМЕНДАЦИИ ДЛЯ ММА СВАРКИ; • касанием электрода впритык и отведением его вверх
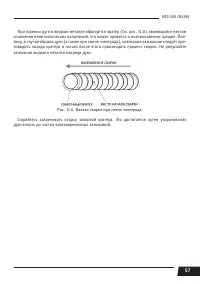
- 55 рекомендуется применять при сварке покрытыми электродами на ма-; ВЛИЯНИЕ ДЛИНЫ ДУГИ И УГЛА НАКЛОНА ЭЛЕКТРОДА
- 57 дуги вплоть до частых кратковременных замыканий.
- 60 При сварке на постоянном токе также следует учитывать эффект; электромагнитного; электрододержателя и обратный кабель.; Если необходимо увеличить их длину, увеличивайте также и сечения; пользования кабелей 3 – 5 метровой длины.
- 62 ВЫБОР ПОКРЫТОГО ЭЛЕКТРОДА И РЕЖИМОВ СВАРКИ; ла при сварке в нижнем положении показана в таблице 11.2.
- 63 ПОДГОТОВКА АППАРАТА К РАБОТЕ ДЛЯ СТРОЖКИ
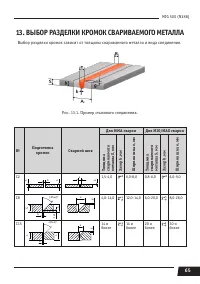
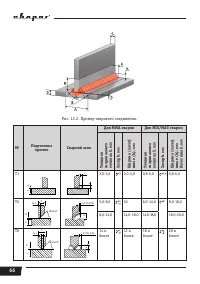
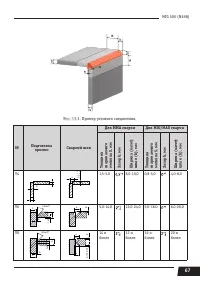
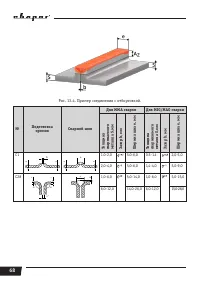
- 65 ВЫБОР РАЗДЕЛКИ КРОМОК СВАРИВАЕМОГО МЕТАЛЛА
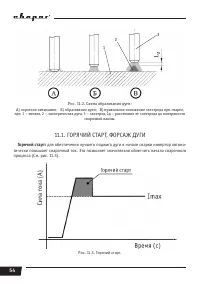
- 69 – кратчайшее расстояние от поверхности одной из свариваемых
- 70 ПРОБЛЕМЫ И ИХ РЕШЕНИЯ ДЛЯ MIG/MAG И MMA СВАРКИ
- 74 КОНТРОЛЬ КАЧЕСТВА СВАРНОГО СОЕДИНЕНИЯ; собами, не прибегая к лабораторным испытаниям.
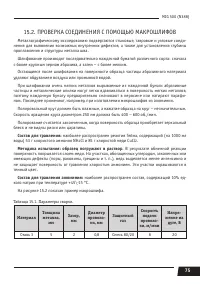
- 75 ПРОВЕРКА СОЕДИНЕНИЯ С ПОМОЩЬЮ МАКРОШЛИФОВ; Состав для травления:
- 77 ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ; сти. Специалисты должны иметь допуски к проведению таких работ.; Периодичность; Общие рекомендации
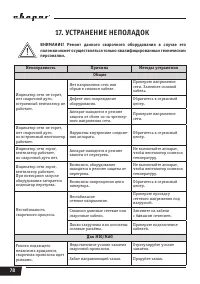
- 78 УСТРАНЕНИЕ НЕПОЛАДОК; ВНИМАНИЕ! Ремонт данного сварочного оборудования в случае его; Неисправность
- 80 Для MMA
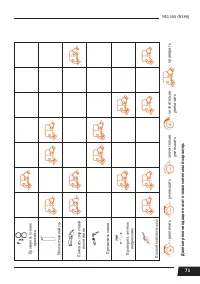
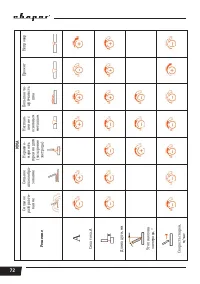
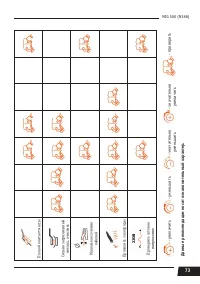
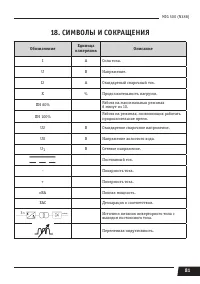
- 81 СИМВОЛЫ И СОКРАЩЕНИЯ; Обозначение
- 82 «Меры безопасности» данного руководства.
Характеристики

Остались вопросы?Не нашли свой ответ в руководстве или возникли другие проблемы? Задайте свой вопрос в форме ниже с подробным описанием вашей ситуации, чтобы другие люди и специалисты смогли дать на него ответ. Если вы знаете как решить проблему другого человека, пожалуйста, подскажите ему :)




