Сварочное оборудование Сварог MIG 500 (N388) - инструкция пользователя по применению, эксплуатации и установке на русском языке. Мы надеемся, она поможет вам решить возникшие у вас вопросы при эксплуатации техники.
Если остались вопросы, задайте их в комментариях после инструкции.
"Загружаем инструкцию", означает, что нужно подождать пока файл загрузится и можно будет его читать онлайн. Некоторые инструкции очень большие и время их появления зависит от вашей скорости интернета.




























6
3. ОБЩЕЕ ОПИСАНИЕ
Производство сварочного оборудования ТМ «Сварог» осуществляется на заводе Shenzhen
Jasic Technology – одном из ведущих мировых производителей инверторных аппаратов, ко-
торый более 10 лет поставляет сварочное оборудование в США, Австралию и страны Европы.
В России эксклюзивным представителем Shenzhen Jasic Technology является компания «ИН-
СВАРКОМ».
В настоящий момент компания Shenzhen Jasic Technology имеет четыре научно-исследо-
вательских центра и три современных производственных площадки. Благодаря передовым
исследованиям компания получила более 50 национальных патентов и 14 наград за вклад в
национальную науку и развитие технологий в области сварки, завод также обладает статусом
предприятия государственного значения. Производство компании имеет сертификат ISO 9001, произ-
водственный процесс и продукция соответствуют мировым стандартам.
С 2007 года оборудование торговой марки «Сварог» успешно зарекомендовало себя у не-
скольких сотен тысяч потребителей в промышленности, строительстве, на транспорте и в бы-
товом использовании. Компания предлагает широкий ассортимент сварочного оборудования
и сопутствующих товаров:
• Инверторное оборудование для ручной дуговой сварки;
• Инверторное оборудование для аргонодуговой сварки;
• Инверторные полуавтоматы для сварки в среде защитных газов;
• Оборудование для воздушно-плазменной резки;
• Универсальные и комбинированные сварочные инверторы;
• Аксессуары, комплектующие и расходные материалы;
• Средства защиты для сварочных работ.
Компания имеет широкую сеть региональных дилеров и сервисных центров по всей тер-
ритории России. Все оборудование обеспечивается надежной технической поддержкой, ко-
торая включает гарантийное и послегарантийное обслуживание, поставки расходных мате-
риалов, обучение, пусконаладочные и демонстрационные работы, а также консультации по
подбору и использованию оборудования. При поступлении на склад вся продукция проходит
контрольное тестирование и тщательную предпродажную проверку, что гарантирует стабиль-
но высокое качество товаров ТМ «Сварог».
Содержание
- 5 пользованием оборудования.; ОБРАТИТЬ ВНИМАНИЕ! Особенности, требующие повышенного внимания; ДЕКЛАРАЦИЯ СООТВЕТСТВИЯ
- 8 подзарядки батарей или аккумуляторов, запуска двигателей.; МЕРЫ БЕЗОПАСНОСТИ ПРИ ПРОВЕДЕНИИ СВАРОЧНЫХ РАБОТ
- 9 МЕРЫ БЕЗОПАСНОСТИ ПРИ РАБОТЕ С ГАЗОВЫМИ БАЛЛОНАМИ
- 11 ВНИМАНИЕ! Несмотря на защиту корпуса аппарата от попадания влаги,
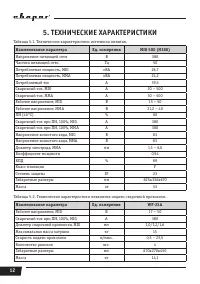
- 12 ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ; Наименование параметра
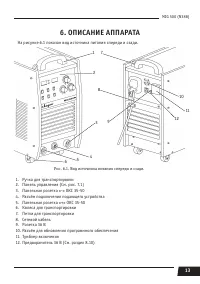
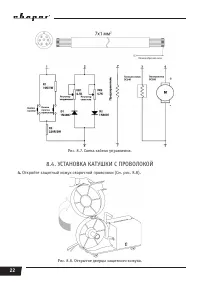
- 13 На рисунке 6.1 показан вид источника питания спереди и сзади.
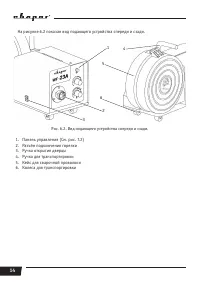
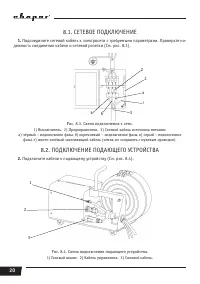
- 14 На рисунке 6.2 показан вид подающего устройства спереди и сзади.
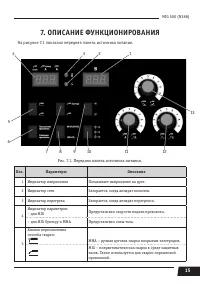
- 15 ОПИСАНИЕ ФУНКЦИОНИРОВАНИЯ; На рисунке 7.1 показана передняя панель источника питания.
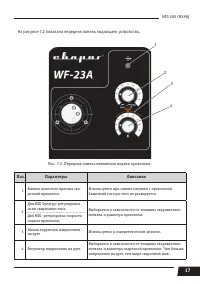
- 16 Synergy
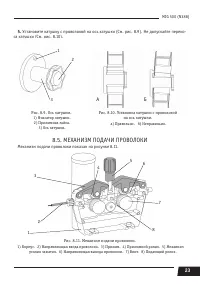
- 23 Механизм подачи проволоки показан на рисунке 8.11.
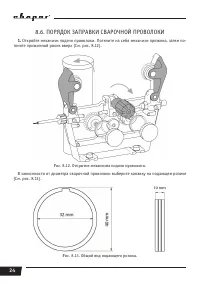
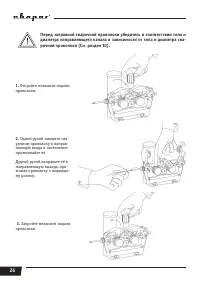
- 24 ПОРЯДОК ЗАПРАВКИ СВАРОЧНОЙ ПРОВОЛОКИ
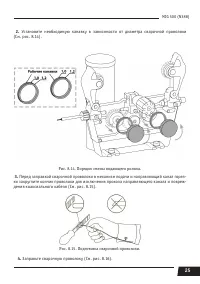
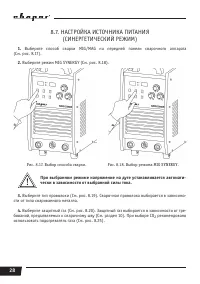
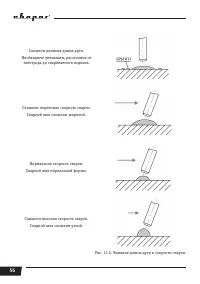
- 28 чески в зависимости от выбранной силы тока.; сти от типа свариваемого металла.
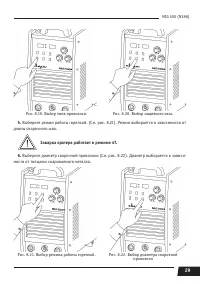
- 29 длины сварочного шва.; Заварка кратера работает в режиме 4Т.; мости от толщины свариваемого металла.
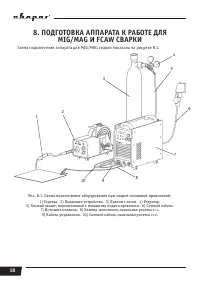
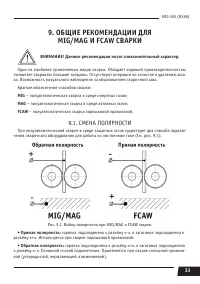
- 32 ДЛЯ MIG/MAG и FCAW СВАРКИ; проволока – горелка подсоединена в разъём «-».
- 33 ВНИМАНИЕ! Данные рекомендации носят ознакомительный характер.
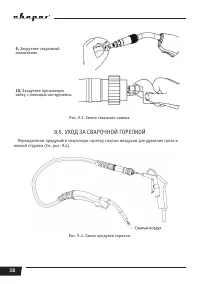
- 35 РАСХОДНЫЕ МАТЕРИАЛЫ ДЛЯ СВАРОЧНЫХ ГОРЕЛОК
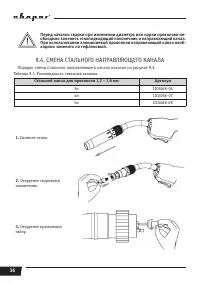
- 36 ходимо заменить на тефлоновый.; СМЕНА СТАЛЬНОГО НАПРАВЛЯЮЩЕГО КАНАЛА; Стальной канал для проволоки 1,2 – 1,6 мм
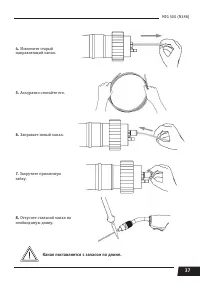
- 37 Канал поставляется с запасом по длине.
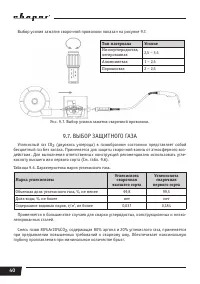
- 39 УСИЛИЕ ЗАЖАТИЯ СВАРОЧНОЙ ПРОВОЛОКИ; Перед заправкой проволоки в горелку необходимо убедиться, что:
- 40 Выбор усилия зажатия сварочной проволоки показан на рисунке 9.7.
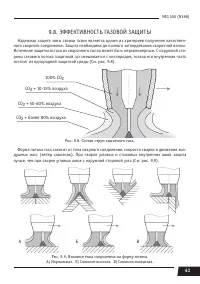
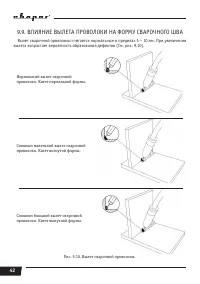
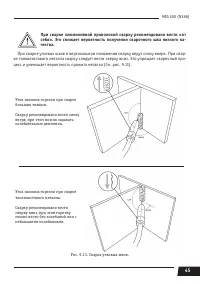
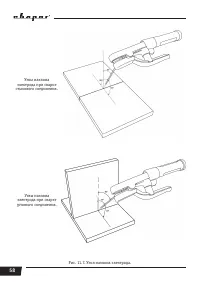
- 42 ВЛИЯНИЕ ВЫЛЕТА ПРОВОЛОКИ НА ФОРМУ СВАРОЧНОГО ШВА
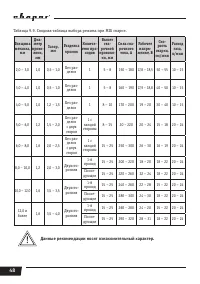
- 47 ВЫБОР СВАРОЧНОЙ ПРОВОЛОКИ И РЕЖИМОВ СВАРКИ; ставу основного металла.
- 48 Данные рекомендации носят ознакомительный характер.
- 49 розеток и выход из строя источника питания.
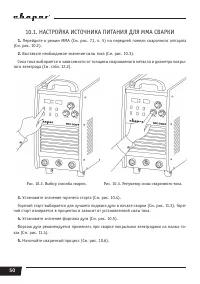
- 50 НАСТРОЙКА ИСТОЧНИКА ПИТАНИЯ ДЛЯ ММА СВАРКИ
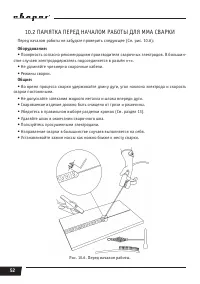
- 52 ПАМЯТКА ПЕРЕД НАЧАЛОМ РАБОТЫ ДЛЯ ММА СВАРКИ; стве случаев электрододержатель подсоединяется в разъём «+».
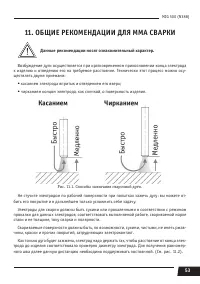
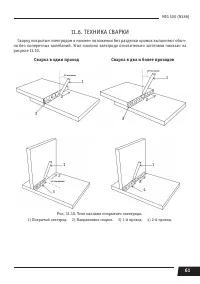
- 53 ОБЩИЕ РЕКОМЕНДАЦИИ ДЛЯ ММА СВАРКИ; • касанием электрода впритык и отведением его вверх
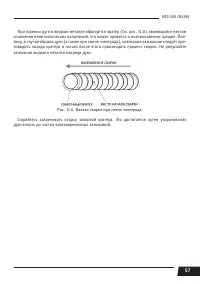
- 55 рекомендуется применять при сварке покрытыми электродами на ма-; ВЛИЯНИЕ ДЛИНЫ ДУГИ И УГЛА НАКЛОНА ЭЛЕКТРОДА
- 57 дуги вплоть до частых кратковременных замыканий.
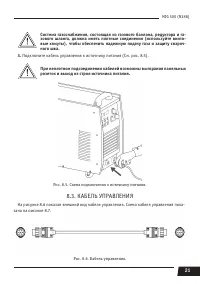
- 60 При сварке на постоянном токе также следует учитывать эффект; электромагнитного; электрододержателя и обратный кабель.; Если необходимо увеличить их длину, увеличивайте также и сечения; пользования кабелей 3 – 5 метровой длины.
- 62 ВЫБОР ПОКРЫТОГО ЭЛЕКТРОДА И РЕЖИМОВ СВАРКИ; ла при сварке в нижнем положении показана в таблице 11.2.
- 63 ПОДГОТОВКА АППАРАТА К РАБОТЕ ДЛЯ СТРОЖКИ
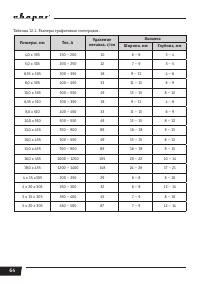
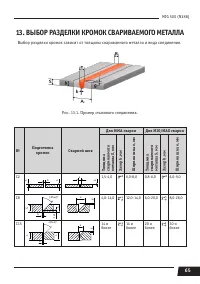
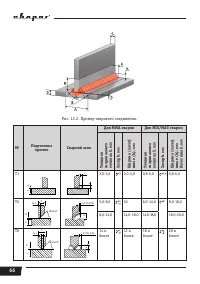
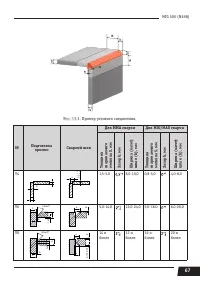
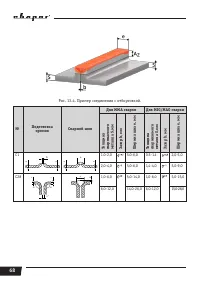
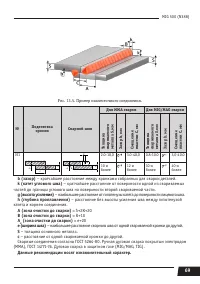
- 65 ВЫБОР РАЗДЕЛКИ КРОМОК СВАРИВАЕМОГО МЕТАЛЛА
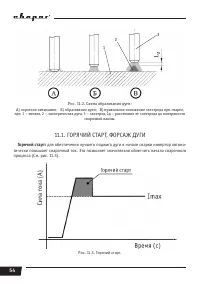
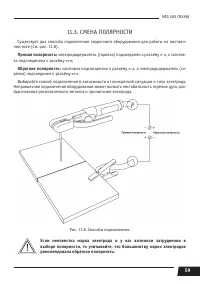
- 69 – кратчайшее расстояние от поверхности одной из свариваемых
- 70 ПРОБЛЕМЫ И ИХ РЕШЕНИЯ ДЛЯ MIG/MAG И MMA СВАРКИ
- 74 КОНТРОЛЬ КАЧЕСТВА СВАРНОГО СОЕДИНЕНИЯ; собами, не прибегая к лабораторным испытаниям.
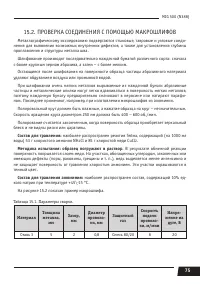
- 75 ПРОВЕРКА СОЕДИНЕНИЯ С ПОМОЩЬЮ МАКРОШЛИФОВ; Состав для травления:
- 77 ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ; сти. Специалисты должны иметь допуски к проведению таких работ.; Периодичность; Общие рекомендации
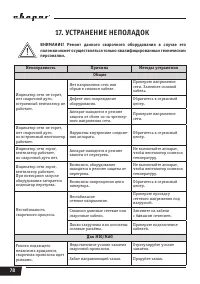
- 78 УСТРАНЕНИЕ НЕПОЛАДОК; ВНИМАНИЕ! Ремонт данного сварочного оборудования в случае его; Неисправность
- 80 Для MMA
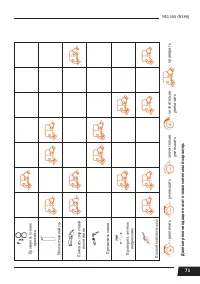
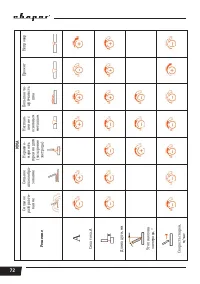
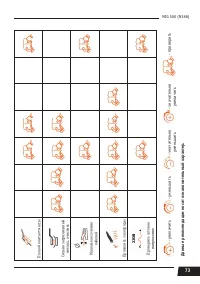
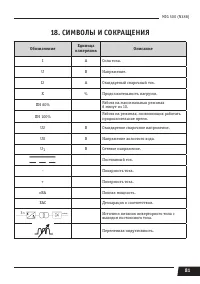
- 81 СИМВОЛЫ И СОКРАЩЕНИЯ; Обозначение
- 82 «Меры безопасности» данного руководства.
Характеристики

Остались вопросы?Не нашли свой ответ в руководстве или возникли другие проблемы? Задайте свой вопрос в форме ниже с подробным описанием вашей ситуации, чтобы другие люди и специалисты смогли дать на него ответ. Если вы знаете как решить проблему другого человека, пожалуйста, подскажите ему :)




