
Сварочное оборудование Сварог MIG 250F «REAL» (N253) - инструкция пользователя по применению, эксплуатации и установке на русском языке. Мы надеемся, она поможет вам решить возникшие у вас вопросы при эксплуатации техники.
Если остались вопросы, задайте их в комментариях после инструкции.
"Загружаем инструкцию", означает, что нужно подождать пока файл загрузится и можно будет его читать онлайн. Некоторые инструкции очень большие и время их появления зависит от вашей скорости интернета.





































58
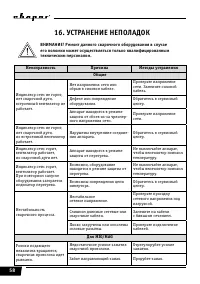
16. УСТРАНЕНИЕ НЕПОЛАДОК
ВНИМАНИЕ! Ремонт данного сварочного оборудования в случае
его поломки может осуществляться только квалифицированным
техническим персоналом.
Неисправность
Причина
Методы устранения
Общие
Индикатор сети не горит,
нет сварочной дуги,
встроенный вентилятор не
работает.
Нет напряжения сети или
обрыв в силовом кабеле.
Проверьте напряжение
сети. Замените силовой
кабель.
Дефект или повреждение
оборудования.
Обратитесь в сервисный
центр.
Аппарат находится в режиме
защиты от сбоев из-за чрезмер-
ного напряжения сети.
Проверьте напряжение
сети.
Индикатор сети не горит,
нет сварочной дуги,
но встроенный вентилятор
работает.
Нарушены внутренние соедине-
ния аппарата.
Обратитесь в сервисный
центр.
Индикатор сети горит,
вентилятор работает,
но сварочной дуги нет.
Аппарат находится в режиме
защиты от перегрева.
Не выключайте аппарат,
чтобы вентилятор понизил
температуру.
Индикатор сети горит,
вентилятор работает.
При повторном запуске
оборудования загорается
индикатор перегрева.
Возможно, оборудование
находится в режиме защиты от
перегрева.
Не выключайте аппарат,
чтобы вентилятор понизил
температуру.
Возможны повреждения цепи
инвертора.
Обратитесь в сервисный
центр.
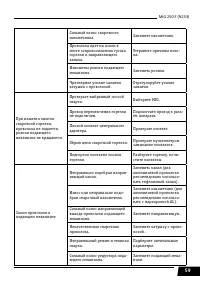
Нестабильность
сварочного процесса.
Нестабильное
сетевое напряжение.
Проверьте просадку
сетевого напряжения под
нагрузкой.
Слишком длинные сетевые или
сварочные кабели.
Замените на кабели
с б
о
льшим сечением.
Плохо закручены или окислены
силовые разъёмы.
Проверьте подключение
кабелей.
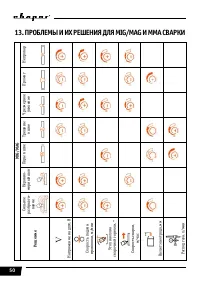
Для MIG/MAG
Ролики подающего
механизма вращаются,
сварочная проволока идет
рывками.
Недостаточное усилие зажатия
сварочной проволоки.
Отрегулируйте усилие
зажатия.
Забит направляющий канал.
Продуйте канал.
Характеристики

Остались вопросы?Не нашли свой ответ в руководстве или возникли другие проблемы? Задайте свой вопрос в форме ниже с подробным описанием вашей ситуации, чтобы другие люди и специалисты смогли дать на него ответ. Если вы знаете как решить проблему другого человека, пожалуйста, подскажите ему :)




