
Сварочное оборудование Сварог MIG 250F «REAL» (N253) - инструкция пользователя по применению, эксплуатации и установке на русском языке. Мы надеемся, она поможет вам решить возникшие у вас вопросы при эксплуатации техники.
Если остались вопросы, задайте их в комментариях после инструкции.
"Загружаем инструкцию", означает, что нужно подождать пока файл загрузится и можно будет его читать онлайн. Некоторые инструкции очень большие и время их появления зависит от вашей скорости интернета.





































19
MIG 250 F (N253)
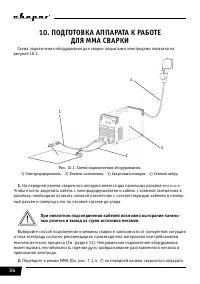
9. ОБЩИЕ РЕКОМЕНДАЦИИ ДЛЯ
MIG/MAG И FCAW СВАРКИ
ВНИМАНИЕ! Данные рекомендации носят ознакомительный характер.
Один из наиболее применяемых видов сварки. Обладает хорошей производительностью,
позволяет сваривать большие толщины. Отсутствуют операции по зачистке и удалению
шлака. Возможность визуального наблюдения за образованием сварочного шва.
Краткое обозначение способов сварки:
MIG
– полуавтоматическая сварка в среде инертных газов;
MAG
– полуавтоматическая сварка в среде активных газов;
FCAW
– полуавтоматическая сварка порошковой проволокой.
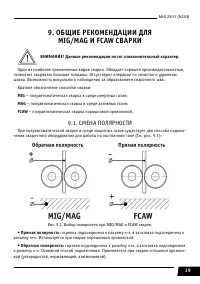
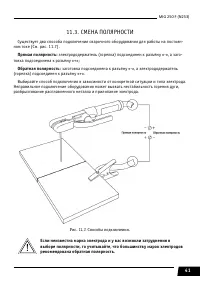
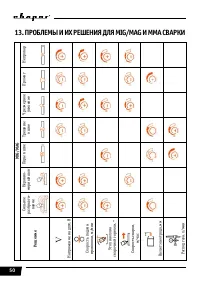
9.1. СМЕНА ПОЛЯРНОСТИ
При полуавтоматической сварке в среде защитных газов существует два способа подклю-
чения сварочного оборудования для работы на постоянном токе (См. рис. 9.1):
Рис. 9.1. Выбор полярности при MIG/MAG и FCAW сварке.
•
Прямая полярность:
горелка подсоединена к разъёму «-», а заготовка подсоединена к
разъёму «+». Используется при сварке порошковой проволокой.
•
Обратная полярность:
горелка подсоединена к разъёму «+», а заготовка подсоединена
к разъёму «-». Основной способ подключения. Применяется при сварке сплошной проволо-
кой (углеродистой, нержавеющей, алюминиевой).
Характеристики

Остались вопросы?Не нашли свой ответ в руководстве или возникли другие проблемы? Задайте свой вопрос в форме ниже с подробным описанием вашей ситуации, чтобы другие люди и специалисты смогли дать на него ответ. Если вы знаете как решить проблему другого человека, пожалуйста, подскажите ему :)




