
Сварочное оборудование Сварог MIG 250F «REAL» (N253) - инструкция пользователя по применению, эксплуатации и установке на русском языке. Мы надеемся, она поможет вам решить возникшие у вас вопросы при эксплуатации техники.
Если остались вопросы, задайте их в комментариях после инструкции.
"Загружаем инструкцию", означает, что нужно подождать пока файл загрузится и можно будет его читать онлайн. Некоторые инструкции очень большие и время их появления зависит от вашей скорости интернета.





































55
MIG 250 F (N253)
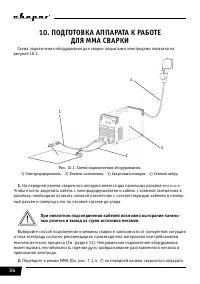
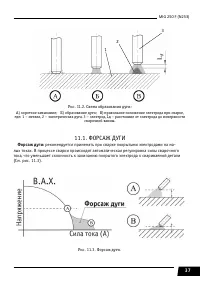
14.2. ПРОВЕРКА СОЕДИНЕНИЯ С ПОМОЩЬЮ МАКРОШЛИФОВ
Металлографическому исследованию подвергаются стыковые, тавровые и угловые соеди-
нения для выявления возможных внутренних дефектов, а также для установления глубины
проплавления и структуры металла шва.
Шлифование производят последовательно наждачной бумагой различного сорта: снача-
ла с более крупным зерном абразива, а затем – с более мелким.
Остающиеся после шлифования на поверхности образца частицы абразивного материала
удаляют обдуванием воздухом или промывкой водой.
При шлифовании очень мягких металлов вырываемые из наждачной бумаги абразивные
частицы и металлические опилки могут легко вдавливаться в поверхность мягких металлов,
поэтому наждачную бумагу предварительно смачивают в керосине или натирают парафи-
ном. Последнее применяют, например, при изготовлении микрошлифов из алюминия.
Полировальный круг должен быть влажным, а нажатие образца на круг – незначитель-
ным. Скорость вращения круга диаметром 250 мм должна быть 400 – 600 об./мин.
Полирование считается законченным, когда поверхность образца приобретает зеркаль-
ный блеск и не видны риски или царапины.
Состав для травления:
наиболее распространен реактив Гейна, содержащий (на 1000 мл
воды) 53 г хлористого аммония NH4Cl и 85 г хлористой меди CuCl2.
Методика испытания: образец погружают в раствор
. В результате обменной реакции
поверхность покрывается слоем меди. На участках, обогащенных углеродом, закаленных
или имеющих дефекты (поры, раковины, трещины и т. п.), медь выделяется менее интенсив-
но и не защищает поверхность от травления хлористым аммонием. Эти участки окрашива-
ются в темный цвет.
Состав для травления алюминия:
наиболее распространен состав, содержащий 10%
едкого натрия при температуре +45\-15 °С.
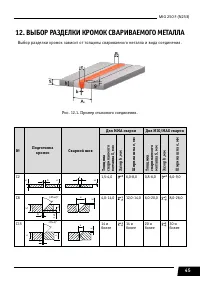
На рисунке 14.2 показан пример макрошлифа.
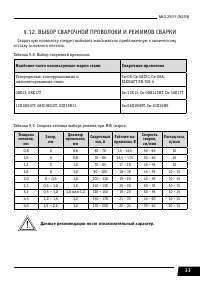
Таблица 14.1. Параметры сварки.
Материал
Толщина
металла,
мм
Зазор,
мм
Диаметр
проволо-
ки, мм
Защитный
газ
Скорость
подачи
проволо-
ки, м/мин
Напря-
жение на
дуге, В
Сталь 3
5
2
0,8
Смесь 80/20
8
20
Характеристики

Остались вопросы?Не нашли свой ответ в руководстве или возникли другие проблемы? Задайте свой вопрос в форме ниже с подробным описанием вашей ситуации, чтобы другие люди и специалисты смогли дать на него ответ. Если вы знаете как решить проблему другого человека, пожалуйста, подскажите ему :)




