
Сварочное оборудование Сварог MIG 250F «REAL» (N253) - инструкция пользователя по применению, эксплуатации и установке на русском языке. Мы надеемся, она поможет вам решить возникшие у вас вопросы при эксплуатации техники.
Если остались вопросы, задайте их в комментариях после инструкции.
"Загружаем инструкцию", означает, что нужно подождать пока файл загрузится и можно будет его читать онлайн. Некоторые инструкции очень большие и время их появления зависит от вашей скорости интернета.





































39
MIG 250 F (N253)
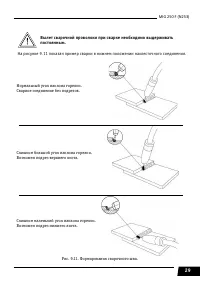
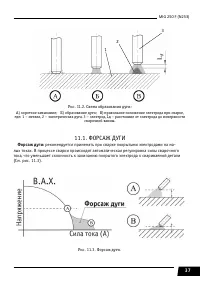
Нормальная скорость сварки.
Сварной шов нормальной формы.
Слишком высокая скорость сварки.
Сварной шов слишком узкий.
Рис. 11.4. Влияние длины дуги и скорости сварки.
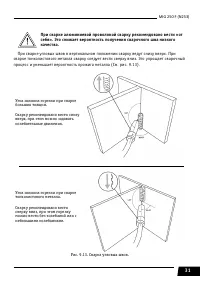
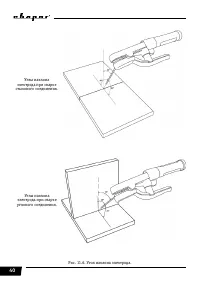
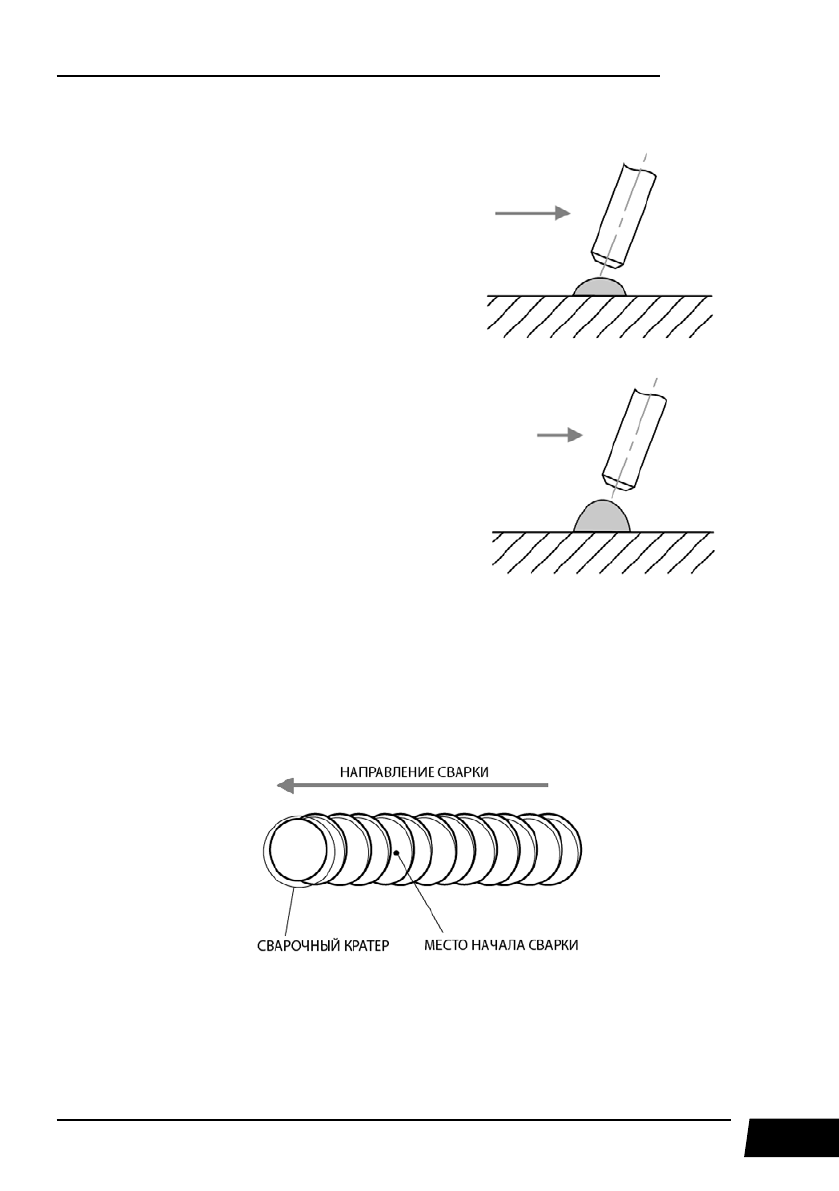
При горении дуги в жидком металле образуется кратер (См. рис. 11.5), являющийся
местом скопления неметаллических включений, что может привести к возникновению
трещин. Поэтому, в случае обрыва дуги (а также при смене электрода), повторное зажига-
ние следует производить позади кратера и только после этого производить процесс сварки.
Не допускайте затекания жидкого металла впереди дуги.
Рис. 11.5. Начало сварки при смене электрода.
Старайтесь заканчивать сварку заваркой кратера. Это достигается путем укорачивания
дуги вплоть до частых кратковременных замыканий.
Характеристики

Остались вопросы?Не нашли свой ответ в руководстве или возникли другие проблемы? Задайте свой вопрос в форме ниже с подробным описанием вашей ситуации, чтобы другие люди и специалисты смогли дать на него ответ. Если вы знаете как решить проблему другого человека, пожалуйста, подскажите ему :)




