
Сварочное оборудование Кедр ULTRATIG-200P AC/DC - инструкция пользователя по применению, эксплуатации и установке на русском языке. Мы надеемся, она поможет вам решить возникшие у вас вопросы при эксплуатации техники.
Если остались вопросы, задайте их в комментариях после инструкции.
"Загружаем инструкцию", означает, что нужно подождать пока файл загрузится и можно будет его читать онлайн. Некоторые инструкции очень большие и время их появления зависит от вашей скорости интернета.

















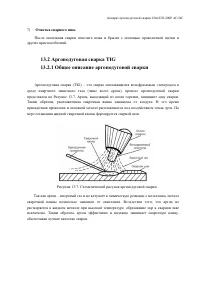





Аппарат аргонодуговой сварки
UltraTIG-200P AC/DC
2)
Защитный эффект газа
В качестве защитного газа чаще всего используется аргон. Температура кипения аргона
составляет -186°С, между гелием и кислородом. Аргон в баллонах используется для
сварки. Давление при заправке составляет 15MПа при комнатной температуре, баллон
окрашен в серый цвет и помечен буквами “Ar”. Требования к химическому составу
чистого аргона: Ar≥99,99%; He≤0,01%; O
2
≤0,0015%; H
2
≤0,0005%; C≤0,001%;
H
2
O≤30мг/м
3
. При сварке в нижнем положении можно лучше защитить сварочную дугу
и снизить расход защитного газа. Как инертный газ, аргон не вступает в химическую
реакцию с металлами при высоких температурах. Таким образом, легирующие элементы
не будут окисляться или выгорать. Кроме того, аргон не растворяется в жидком металле,
поэтому проблем с образованием пор не будет. Аргон – одноатомный газ,
существующий в атомном состоянии без молекулярного распада при высоких
температурах. Кроме того, удельная теплоемкость и теплопроводность газа довольно
низкие, поэтому тепло дуги будет сохранено. Соответственно, сварочная дуга горит
стабильно, тепло концентрируется в месте сварки, что положительно влияет на качество
сварного шва. Недостатком аргона является высокий потенциал ионизации. Когда
пространство вокруг дуги полностью заполнено аргоном, сложно поджечь дугу. Однако
дуга будет стабильной, как только она успешно подожжена. На защитный эффект аргона
в процессе сварки влияют различные факторы. Таким образом следует уделять особое
внимание газовой защите при аргонодуговой сварке во избежание появления брака.
Параметры процесса сварки, такие как расход газа, форма и диаметр сопла, расстояние
между соплом и свариваемым изделием, скорость сварки и форма сварного соединения
могут повлиять на газовую защиту, поэтому все эти факторы следует учитывать и
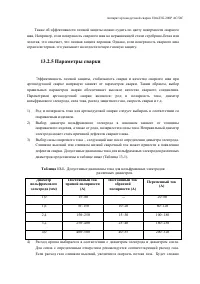
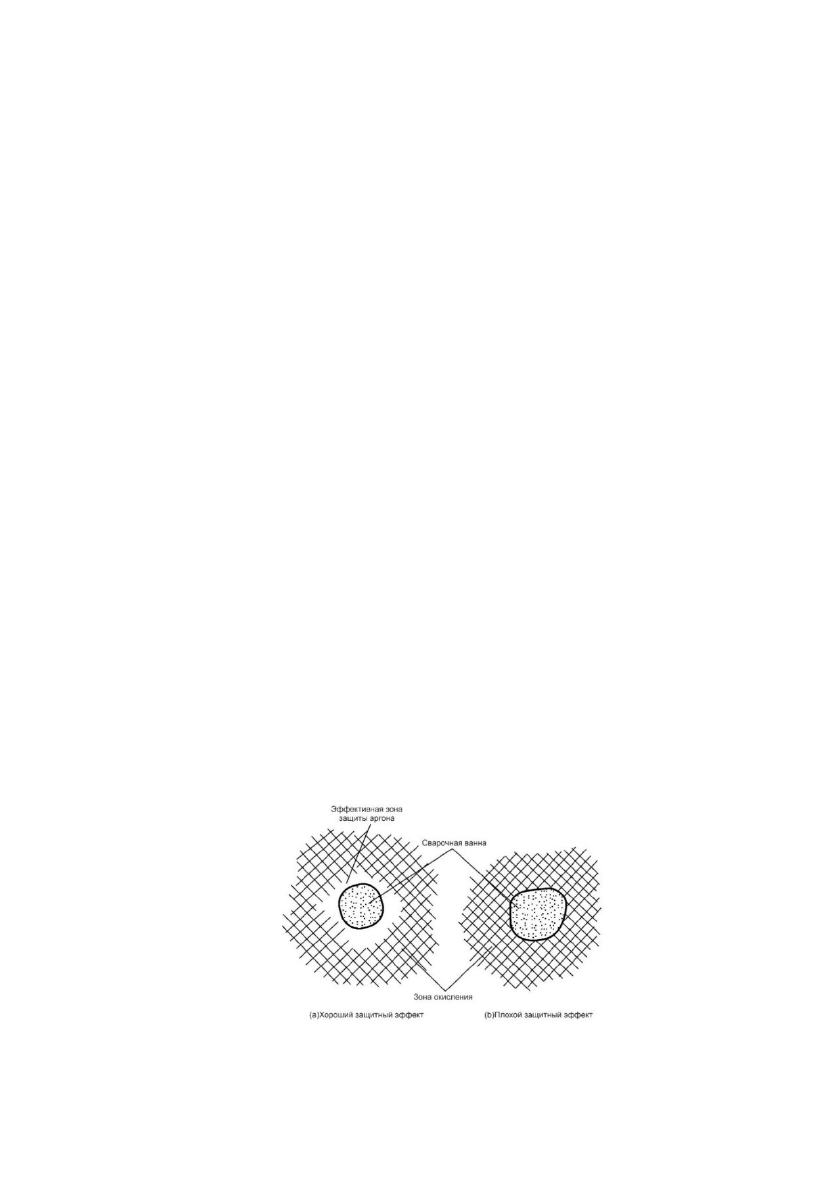
правильно выбирать. Эффективность газовой защиты можно оценить по тестовым
сварочным точкам, измерив размер защитной зоны газа. Например, при сварке
алюминия удерживайте горелку в одном положении после поджига дуги, затем
отключите питание через 5~10 секунд, на алюминии останется расплавленная сварочная
точка. Так как при сварке очищается зона вокруг сварочной точки, оксидная пленка на
поверхности алюминиевой пластины будет удалена, вместо нее появится серая зона с
металлическим блеском. Как показано на Рисунке 13.9, данная область называется зоной
эффективной защиты. Чем больше диаметр зоны эффективной защиты, тем лучше
защитный эффект.
Рисунок 13.9. Зона эффективной защиты.
Содержание
- 4 УК
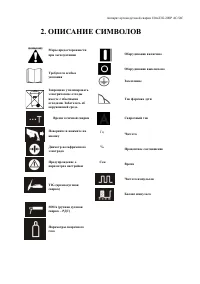
- 5 Описание знаков безопасности; Поражение сварочной дугой
- 6 Опасность поражения электрическим током
- 7 Надевайте сварочную маску с соответствующим светофильтром
- 9 Копоть и сажа могут нанести вред здоровью; Сварочная дуга может вызвать повреждения глаз и кожи
- 12 Многофункциональность.; ХАРАКТЕРИСТИКИ; Новейшие технологии управления.
- 14 Аргонодуговая сварка любой сложности.
- 15 ИНФОРМАЦИЯ ДЛЯ ЗАКАЗА; Комплект поставки; Описание
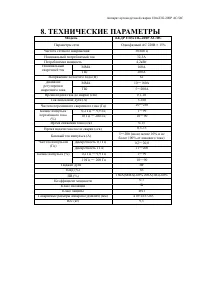
- 16 ТЕХНИЧЕСКИЕ ПАРАМЕТРЫ
- 18 Описание внешнего вида аппарата; Описание панели управления
- 20 Описание органов управления
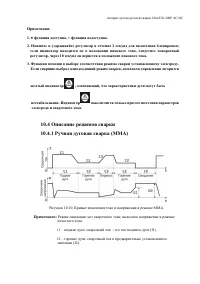
- 24 Описание режимов сварки
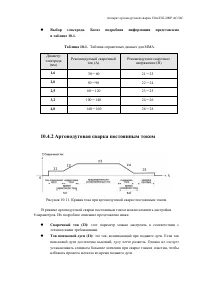
- 26 Аргонодуговая сварка постоянным током
- 27 Время подачи газа до поджига дуги:
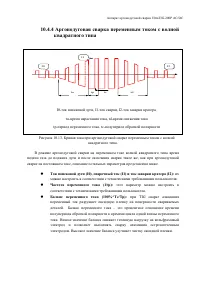
- 29 Аргонодуговая сварка переменным током с волной
- 30 Импульсная аргонодуговая сварка переменным
- 33 УСТАНОВКА И ЭКСПЛУАТАЦИЯ
- 35 Горелка для аргонодуговой сварки
- 36 МЕРЫ ПРЕДОСТОРОЖНОСТИ; Условия эксплуатации
- 37 Перегрузка аппарата запрещена.; Перегрузка аппарата по сетевому напряжению запрещена.
- 38 Держатель электрода
- 39 Проволочная щетка; Сварочный кабель; Очистка разделки под сварное соединение.
- 40 Работа с электродом.
- 42 Очистка сварного шва.; Аргонодуговая сварка TIG
- 43 Характеристики аргонодуговой сварки
- 44 Предварительная очистка
- 45 Защитный эффект газа
- 47 Основные требования к аргонодуговой сварке
- 48 ОБСЛУЖИВАНИЕ
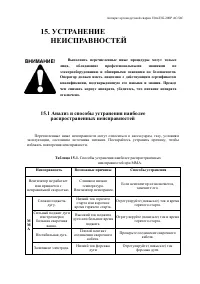
- 49 НЕИСПРАВНОСТЕЙ; Анализ и способы устранения наиболее
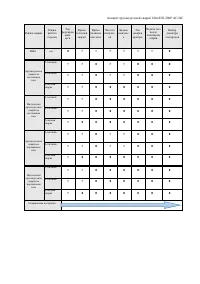
- 50 Неисправность
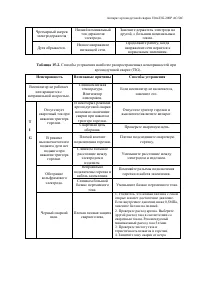
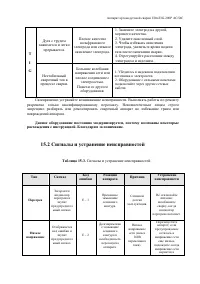
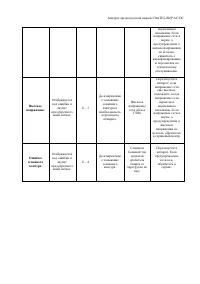
- 51 расхождения с инструкцией. Благодарим за понимание.; Сигналы и устранение неисправностей
- 57 СЕРВИСНОЕ ОБСЛУЖИВАНИЕ
- 58 ТРАНСПОРТИРОВКА И ХРАНЕНИЕ
Характеристики

Остались вопросы?Не нашли свой ответ в руководстве или возникли другие проблемы? Задайте свой вопрос в форме ниже с подробным описанием вашей ситуации, чтобы другие люди и специалисты смогли дать на него ответ. Если вы знаете как решить проблему другого человека, пожалуйста, подскажите ему :)












Моргает индикация при поджоге дуги. Что это значит