
Сварочное оборудование Кедр ULTRATIG-200P AC/DC - инструкция пользователя по применению, эксплуатации и установке на русском языке. Мы надеемся, она поможет вам решить возникшие у вас вопросы при эксплуатации техники.
Если остались вопросы, задайте их в комментариях после инструкции.
"Загружаем инструкцию", означает, что нужно подождать пока файл загрузится и можно будет его читать онлайн. Некоторые инструкции очень большие и время их появления зависит от вашей скорости интернета.






















Аппарат аргонодуговой сварки
UltraTIG-200P AC/DC
Ток заварки кратера (I5):
в некоторых режимах эксплуатации дуга не
выключается сразу после снижения тока, а остается некоторое время гореть на
низком токе для качественного завершения сварки. Сварочный ток в таком
состоянии называют током заварки кратера.
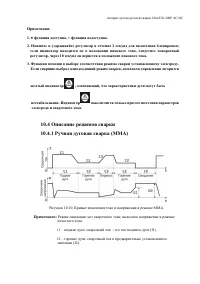
Время подачи газа до поджига дуги:
данный параметр отражает время от
нажатия кнопки горелки до поджига дуги в бесконтактном режиме. Как
правило, оно должно быть дольше 0,5 секунд, чтобы убедиться, что газ
поступает в сварочную горелку с нормальной скоростью до поджига дуги.
Время подачи газа до поджига дуги следует увеличить, если используется
длинный газовый шланг.
Время подачи газа после окончания сварки:
данный параметр отражает
время от отключения сварочного тока до закрытия газового клапана внутри
аппарата. Если оно слишком долгое, это приведет к повышенному расходу
аргона, если оно слишком короткое, это приведет к окислению сварного шва в
месте завершения сварки. При сварке в режиме аргонодуговой сварки на
переменном токе или для особых материалов это время должно быть
увеличено.
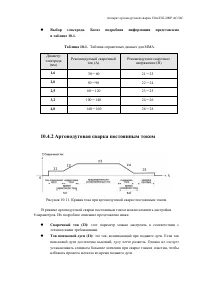
Время нарастания тока (tr):
данный параметр отражает время, потраченное
на нарастание тока от 0 до рабочего значения.
Время снижения тока (td):
данный параметр отражает время, потраченное на
снижение тока от рабочего значения до 0.
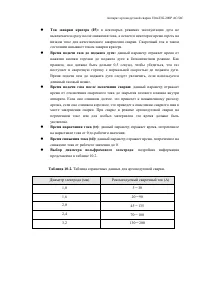
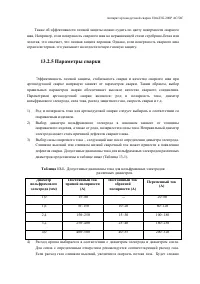
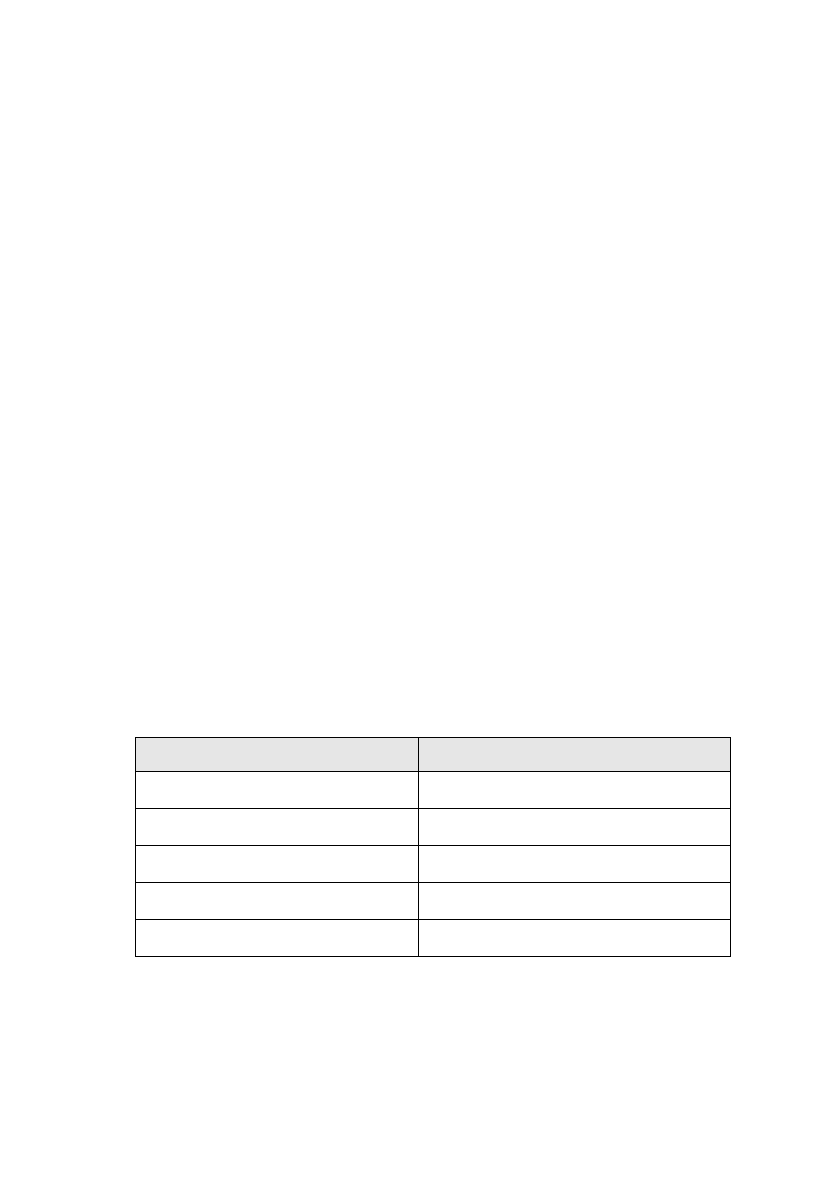
Выбор диаметра вольфрамового электрода
: подробная информация
представлена в таблице 10.2.
Таблица 10-2.
Таблица справочных данных для
аргонодуговой сварки.
Диаметр электрода (мм)
Рекомендуемый сварочный ток (А)
1,0
5
~
30
1,6
20
~
90
2,0
45
~
135
2,4
70
~
180
3,2
130
~
200
Содержание
- 4 УК
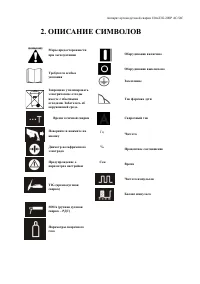
- 5 Описание знаков безопасности; Поражение сварочной дугой
- 6 Опасность поражения электрическим током
- 7 Надевайте сварочную маску с соответствующим светофильтром
- 9 Копоть и сажа могут нанести вред здоровью; Сварочная дуга может вызвать повреждения глаз и кожи
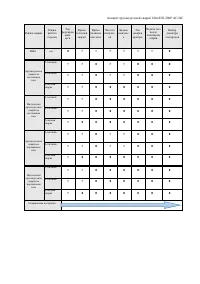
- 12 Многофункциональность.; ХАРАКТЕРИСТИКИ; Новейшие технологии управления.
- 14 Аргонодуговая сварка любой сложности.
- 15 ИНФОРМАЦИЯ ДЛЯ ЗАКАЗА; Комплект поставки; Описание
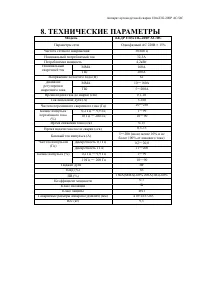
- 16 ТЕХНИЧЕСКИЕ ПАРАМЕТРЫ
- 18 Описание внешнего вида аппарата; Описание панели управления
- 20 Описание органов управления
- 24 Описание режимов сварки
- 26 Аргонодуговая сварка постоянным током
- 27 Время подачи газа до поджига дуги:
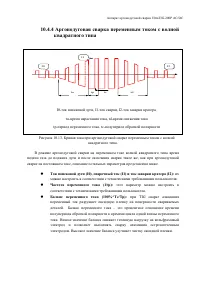
- 29 Аргонодуговая сварка переменным током с волной
- 30 Импульсная аргонодуговая сварка переменным
- 33 УСТАНОВКА И ЭКСПЛУАТАЦИЯ
- 35 Горелка для аргонодуговой сварки
- 36 МЕРЫ ПРЕДОСТОРОЖНОСТИ; Условия эксплуатации
- 37 Перегрузка аппарата запрещена.; Перегрузка аппарата по сетевому напряжению запрещена.
- 38 Держатель электрода
- 39 Проволочная щетка; Сварочный кабель; Очистка разделки под сварное соединение.
- 40 Работа с электродом.
- 42 Очистка сварного шва.; Аргонодуговая сварка TIG
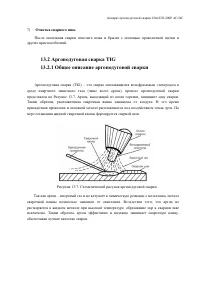
- 43 Характеристики аргонодуговой сварки
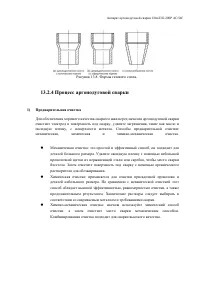
- 44 Предварительная очистка
- 45 Защитный эффект газа
- 47 Основные требования к аргонодуговой сварке
- 48 ОБСЛУЖИВАНИЕ
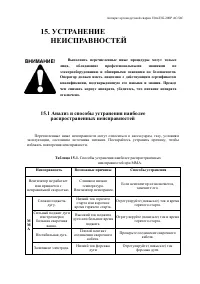
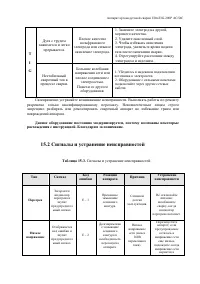
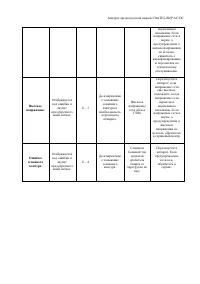
- 49 НЕИСПРАВНОСТЕЙ; Анализ и способы устранения наиболее
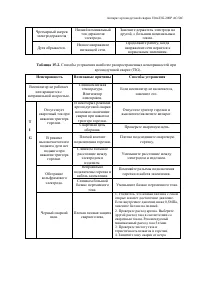
- 50 Неисправность
- 51 расхождения с инструкцией. Благодарим за понимание.; Сигналы и устранение неисправностей
- 57 СЕРВИСНОЕ ОБСЛУЖИВАНИЕ
- 58 ТРАНСПОРТИРОВКА И ХРАНЕНИЕ
Характеристики

Остались вопросы?Не нашли свой ответ в руководстве или возникли другие проблемы? Задайте свой вопрос в форме ниже с подробным описанием вашей ситуации, чтобы другие люди и специалисты смогли дать на него ответ. Если вы знаете как решить проблему другого человека, пожалуйста, подскажите ему :)












Моргает индикация при поджоге дуги. Что это значит