
Сварочное оборудование Кедр ULTRATIG-200P AC/DC - инструкция пользователя по применению, эксплуатации и установке на русском языке. Мы надеемся, она поможет вам решить возникшие у вас вопросы при эксплуатации техники.
Если остались вопросы, задайте их в комментариях после инструкции.
"Загружаем инструкцию", означает, что нужно подождать пока файл загрузится и можно будет его читать онлайн. Некоторые инструкции очень большие и время их появления зависит от вашей скорости интернета.























Аппарат аргонодуговой сварки
UltraTIG-200P AC/DC
t3 – перенос металла короткими замыканиями: сварочный ток в значении
тока для переноса металла короткими замыканиями (I3).
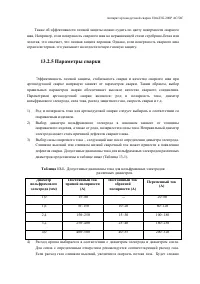
Подробное описание параметров представлено ниже.
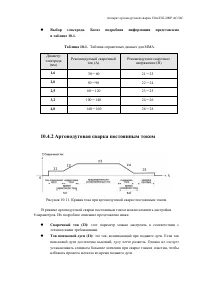
Ток (I2):
это сварочный ток во время горения дуги, пользователь может
настроить этот параметр в соответствии с его техническими требованиями.
Форсаж дуги:
данный параметр относится к возрастающей части кривой тока
и устанавливается как сила тока к миллисекунде. Ток будет возрастать от
предварительно установленного значения по кривой до возникновения тока
короткого замыкания. (Например, когда предварительно установленное
значение составляет 100А и форсаж дуги равен 20, ток будет 200А 5мсек после
возникновения короткого замыкания.) Если значение остается ниже тока
короткого замыкания, когда ток возрастает до допустимого максимального
значения в 250А, ток больше возрастать не будет. Если короткое замыкание
длится более 0,8 сек., аппарат перейдет в состояние залипания электрода:
отделите электрод от детали при низком значении тока. Значение форсажа дуги
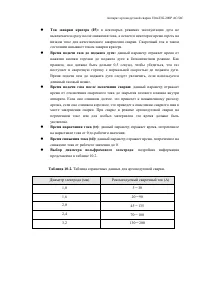
следует устанавливать в соответствии с диаметром электрода, предварительно
установленным значением тока и техническими требованиями. Если значение
форсажа дуги большое, расплавленная капля может переноситься быстро, и
залипание электрода происходит редко. Однако, слишком большое значение
форсажа дуги может привести к чрезмерному разбрызгиванию. Если же
значение форсажа дуги маленькое, брызг почти не будет, и валик сварного шва
будет хорошей формы. Однако, слишком маленькое значение форсажа дуги
может стать причиной залипания электрода. Поэтому значение форсажа дуги
следует увеличить при сварке толстыми электродами при низком значении
тока.
Ток поджига дуги (I1) и время поджига дуги (t1):
ток поджига дуги
– это
сварочный ток при поджиге дуги. В режиме поджига дуги током высокого
напряжения ток поджига, как правило, в 1,5~3 раза выше сварочного тока, а
время поджига дуги составляет 0,02~0,05 секунды. В режиме поджига дуги
током низкого напряжения ток поджига, как правило, в 0,2~0,5 выше
сварочного тока, а время поджига дуги составляет 0,02~0,1 секунды.
Содержание
- 4 УК
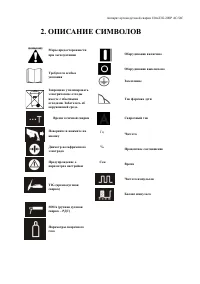
- 5 Описание знаков безопасности; Поражение сварочной дугой
- 6 Опасность поражения электрическим током
- 7 Надевайте сварочную маску с соответствующим светофильтром
- 9 Копоть и сажа могут нанести вред здоровью; Сварочная дуга может вызвать повреждения глаз и кожи
- 12 Многофункциональность.; ХАРАКТЕРИСТИКИ; Новейшие технологии управления.
- 14 Аргонодуговая сварка любой сложности.
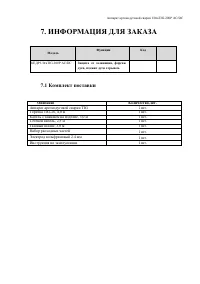
- 15 ИНФОРМАЦИЯ ДЛЯ ЗАКАЗА; Комплект поставки; Описание
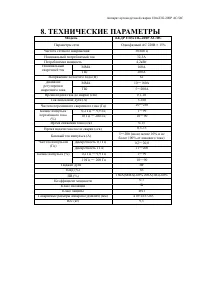
- 16 ТЕХНИЧЕСКИЕ ПАРАМЕТРЫ
- 18 Описание внешнего вида аппарата; Описание панели управления
- 20 Описание органов управления
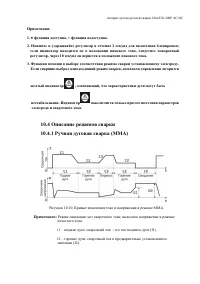
- 24 Описание режимов сварки
- 26 Аргонодуговая сварка постоянным током
- 27 Время подачи газа до поджига дуги:
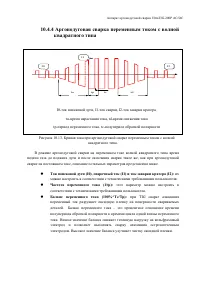
- 29 Аргонодуговая сварка переменным током с волной
- 30 Импульсная аргонодуговая сварка переменным
- 33 УСТАНОВКА И ЭКСПЛУАТАЦИЯ
- 35 Горелка для аргонодуговой сварки
- 36 МЕРЫ ПРЕДОСТОРОЖНОСТИ; Условия эксплуатации
- 37 Перегрузка аппарата запрещена.; Перегрузка аппарата по сетевому напряжению запрещена.
- 38 Держатель электрода
- 39 Проволочная щетка; Сварочный кабель; Очистка разделки под сварное соединение.
- 40 Работа с электродом.
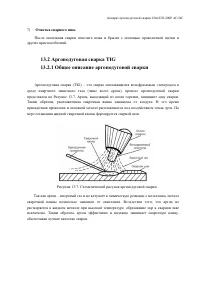
- 42 Очистка сварного шва.; Аргонодуговая сварка TIG
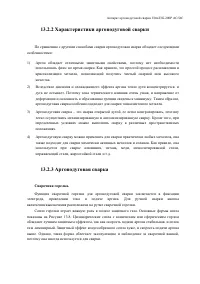
- 43 Характеристики аргонодуговой сварки
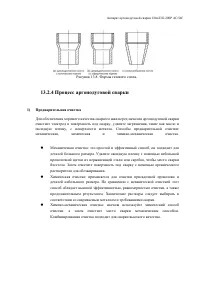
- 44 Предварительная очистка
- 45 Защитный эффект газа
- 47 Основные требования к аргонодуговой сварке
- 48 ОБСЛУЖИВАНИЕ
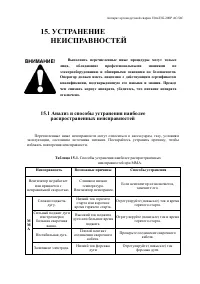
- 49 НЕИСПРАВНОСТЕЙ; Анализ и способы устранения наиболее
- 50 Неисправность
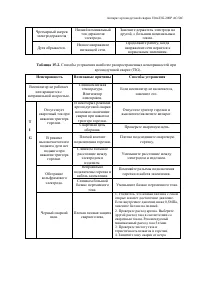
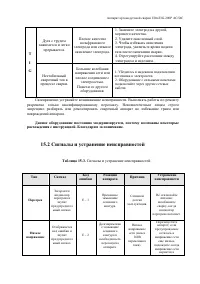
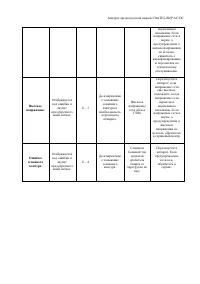
- 51 расхождения с инструкцией. Благодарим за понимание.; Сигналы и устранение неисправностей
- 57 СЕРВИСНОЕ ОБСЛУЖИВАНИЕ
- 58 ТРАНСПОРТИРОВКА И ХРАНЕНИЕ
Характеристики

Остались вопросы?Не нашли свой ответ в руководстве или возникли другие проблемы? Задайте свой вопрос в форме ниже с подробным описанием вашей ситуации, чтобы другие люди и специалисты смогли дать на него ответ. Если вы знаете как решить проблему другого человека, пожалуйста, подскажите ему :)












Моргает индикация при поджоге дуги. Что это значит