Сварочное оборудование FUBAG INMIG 160 - инструкция пользователя по применению, эксплуатации и установке на русском языке. Мы надеемся, она поможет вам решить возникшие у вас вопросы при эксплуатации техники.
Если остались вопросы, задайте их в комментариях после инструкции.
"Загружаем инструкцию", означает, что нужно подождать пока файл загрузится и можно будет его читать онлайн. Некоторые инструкции очень большие и время их появления зависит от вашей скорости интернета.

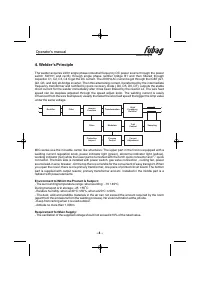



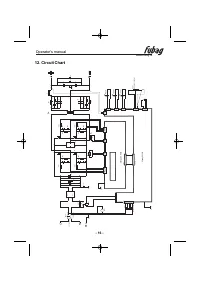
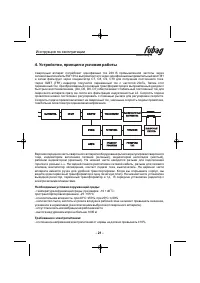

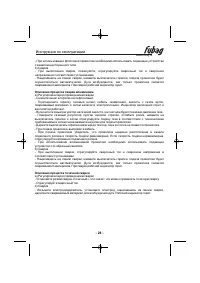

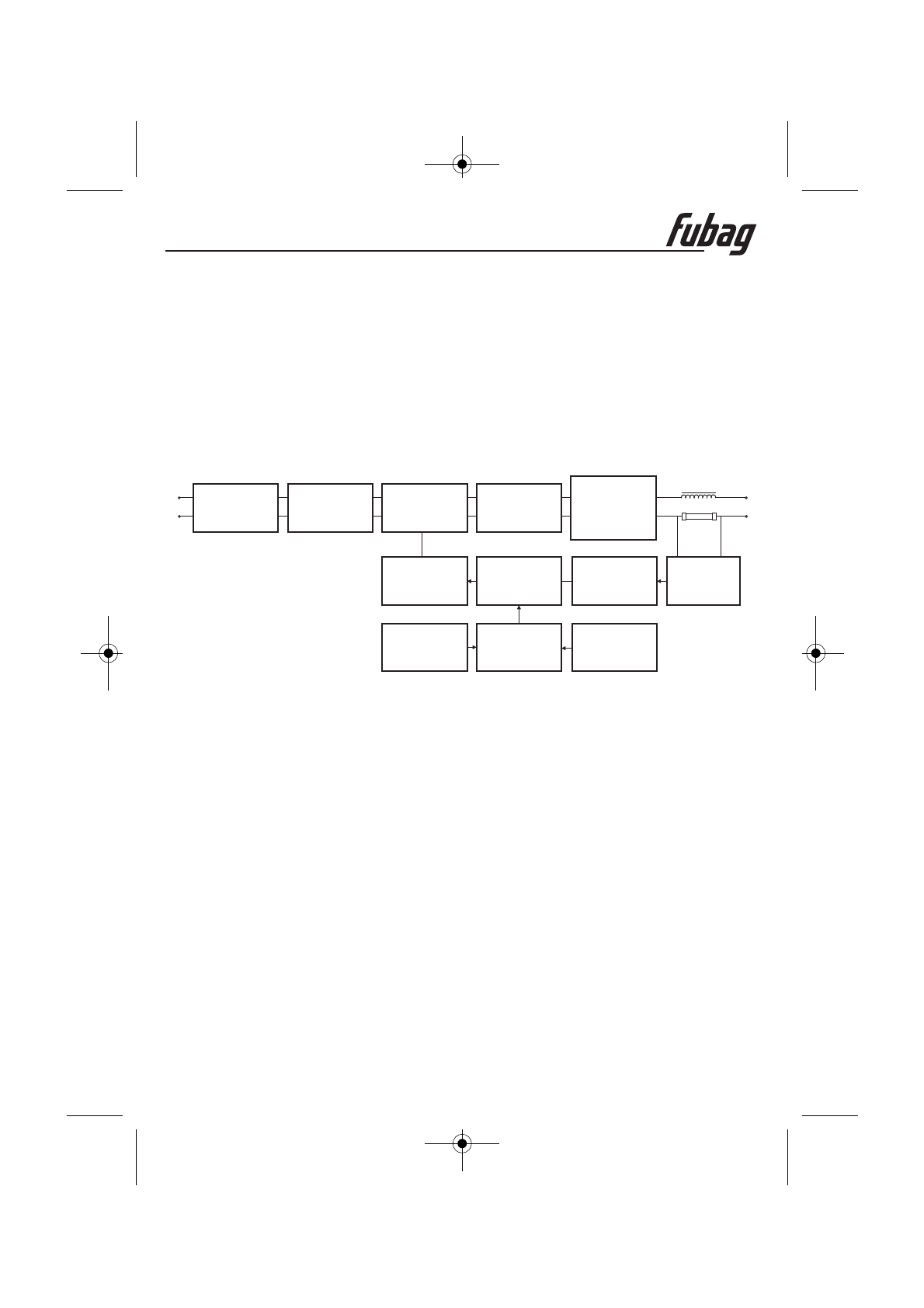
The welder acquires 220V single phase industrial frequency DC power source through the power
switch SW101 and rectify through single phase rectifier bridge B1 and then filtered through
capacitor C1, C2, C3, C4 to get the DC current. The 20 KHz AC current is got through the IGBT (Q1,
Q2, Q3, and Q4) all-bridge inverter. Then this alternating current, transformed by the intermediate
frequency transformer and rectified by quick recovery diode ( D4, D5, D6, D7), outputs the stable
direct current for the welder immediately after it has been filtered by the reactor L2. The wire feed
speed can be stepless adjusted through the speed adjust knob. The welding current is easily
influenced from the wire feed speed, usually the faster the wire feed speed the bigger the Amp value
under the same voltage.
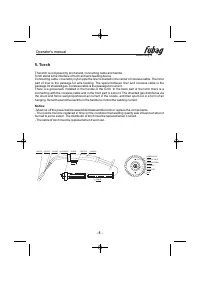
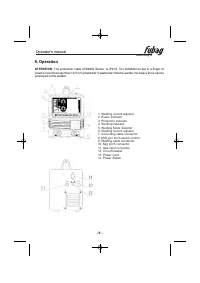
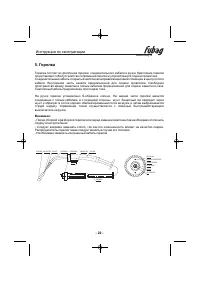
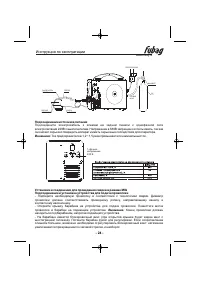
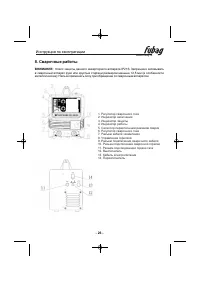
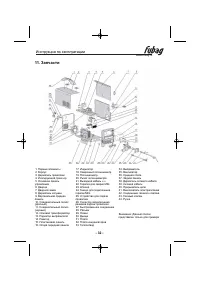
MIG series use the movable carton like structures: The upper part in the front is equipped with a
welding current regulation knob, power indicator light (green), abnormal indicator light (yellow),
working indicator (red) while the lower part is furnished with the torch quick connector and “-” quick
connector. The back side is installed with power switch, gas valve connection , cooling fan, power
source lead-in wire, breaker . On the top there is a handle for the convenient of easy transport. When
you open the cover, there is one primary transformer, one piece of printed circuit board. The bottom
part is supplied with output reactor, primary transformer and etc. Installed in the middle part is a
radiator with power elements.
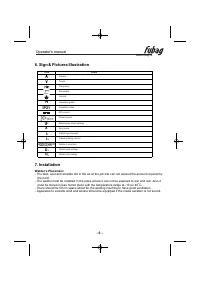
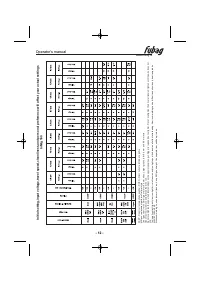
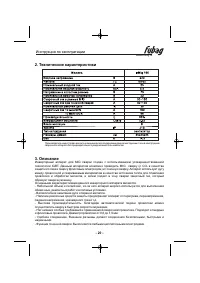
- The surrounding temperature range: when welding: -10 + 40 С;
During transport or in storage: -25 +55 С
- Relative humidity: when at 40 С: ≤50%,
20 С: ≤ 90%
- The dust, acid and erodible materials in the air can not exceed the amount required by the norm
(apart from the emissions from the welding process). No violent vibration at the job site.
- Keep from raining when it is used outdoor.
- Altitude no more than 1,000m.
- The oscillation of the supplied voltage should not exceed ±10% of the rated value.
Environment to Which the Product Is Subject:
Requirement for Main Supply:
О
О
О
О
when at
4. Welder’s Principle
www.fubag.ru
O
m
perator's
anual
-
-
4
Rectifier
Filter
Inverter
Function
Drive
Protection
Inspect
Transformation
Modulate
Process
Control
High
Frequency
Rectifier
Trait
Control
Current
Adjustment
Sampling
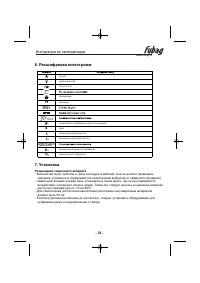
Содержание
- 20 Перед началом работы следует тщательно проверить:
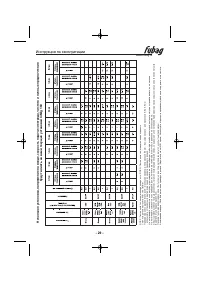
- 21 Технические характеристики
- 24 Расшифровка пиктограмм; Размещение сварочного аппарата; должно быть 50 см
- 25 Подсоединение источника питания; Конец проволоки должен
- 26 Подсоединение горелки
- 28 а) Регулировка перед проведением сварки; Зачистка свариваемого материала перед выполнением сварки
- 31 Техническое обслуживание
- 34 Схема электрическая принципиальная
- 35 Хранение и транспортировка











