Aurora SPEEDWAY 175 - инструкции и руководства

Сварочное оборудование Aurora SPEEDWAY 175 - инструкции пользователя по применению, эксплуатации и установке на русском языке читайте онлайн в формате pdf
Инструкции:
Инструкция по эксплуатации Aurora SPEEDWAY 175












Краткое содержание
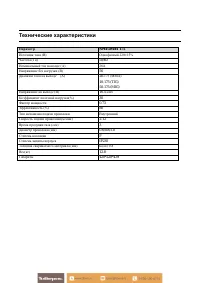
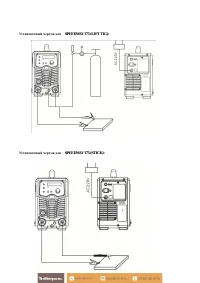
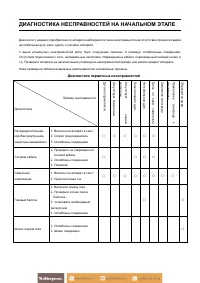
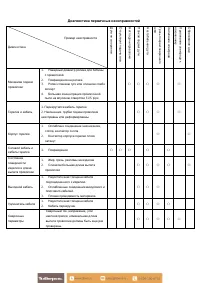
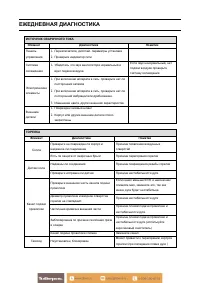
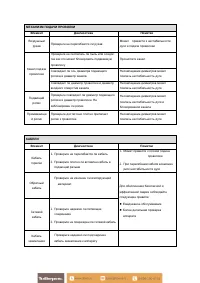
СОДЕРЖАНИЕ 1. Предупреждение и меры безопасности …………………………………. 2 2. Введение…… ……………………..………………………… ……………. 3 3. Технические характеристики……...……………………… …………..….. 5 4. Установка полуавтомата……………………………….……………….….. 6 5. Функции панели управления………………………….……………….….. 9 6. Рекомендации к выбору параме...
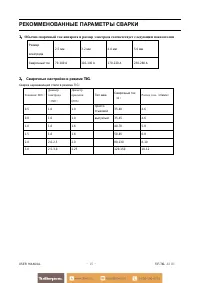
ПРЕДУПРЕЖДЕНИЕ И МЕРЫ БЕЗОПАСНОСТИ Сварочные работы и резка могут быть опасны для самого сварщика, а также людей, находящихся рядом с зоной сварки, если оборудование неправильно используется. Поэтому данный вид работ должен строго соответствовать технике безопасности. Обязательно прочтите эту инстру...
взрывоопасные материалы должны быть удалены на минимальное расстояние 10 метров от места проведения сварочных работ. Никогда не проводите сварочные работы в помещении с большой концентрацией пыли, огнеопасного газа или испарений горючих жидкостей в атмосфере. После каждой операции убедитесь, что сва...
Aurora Сварочное оборудование Инструкции
-
 Aurora MINIONE 1600
Инструкция по эксплуатации
Aurora MINIONE 1600
Инструкция по эксплуатации
-
 Aurora PRO OVERMAN 250 3
Инструкция по эксплуатации
Aurora PRO OVERMAN 250 3
Инструкция по эксплуатации
-
 Aurora PRO SPEEDWAY 160
Инструкция по эксплуатации
Aurora PRO SPEEDWAY 160
Инструкция по эксплуатации
-
 Aurora PRO SPEEDWAY 175 MIG MAG MMA TIG lift
Инструкция по эксплуатации
Aurora PRO SPEEDWAY 175 MIG MAG MMA TIG lift
Инструкция по эксплуатации
-
 Aurora PRO SPEEDWAY 180
Инструкция по эксплуатации
Aurora PRO SPEEDWAY 180
Инструкция по эксплуатации
-
 Aurora PRO STICKMATE 160 MMA TIG lift
Инструкция по эксплуатации
Aurora PRO STICKMATE 160 MMA TIG lift
Инструкция по эксплуатации
-
 Aurora PRO ULTIMATE 300 D MIG MAG MMA
Инструкция по эксплуатации
Aurora PRO ULTIMATE 300 D MIG MAG MMA
Инструкция по эксплуатации
-
 Aurora SKYWAY 330 SYNERGIC
Инструкция по эксплуатации
Aurora SKYWAY 330 SYNERGIC
Инструкция по эксплуатации
-
 Aurora SPEEDWAY 200 SYNERGIC
Инструкция по эксплуатации
Aurora SPEEDWAY 200 SYNERGIC
Инструкция по эксплуатации
-
 Aurora PRO ULTIMATE 500 MIG MAG MMA
Инструкция по эксплуатации
Aurora PRO ULTIMATE 500 MIG MAG MMA
Инструкция по эксплуатации
-
Aurora PRO ULTIMATE 350 MIG MAG MMA
Инструкция по эксплуатации
-
 Aurora PRO OVERMAN 200
Инструкция по эксплуатации
Aurora PRO OVERMAN 200
Инструкция по эксплуатации
-
Aurora PRO OVERMAN 180
Инструкция по эксплуатации
-
Aurora PRO OVERMAN 160
Инструкция по эксплуатации
-
 Aurora ВЕКТОР 2000
Инструкция по эксплуатации
Aurora ВЕКТОР 2000
Инструкция по эксплуатации
-
 Aurora STICKMATE 185
Инструкция по эксплуатации
Aurora STICKMATE 185
Инструкция по эксплуатации
-
 Aurora STICKMATE 205
Инструкция по эксплуатации
Aurora STICKMATE 205
Инструкция по эксплуатации
-
 Aurora PRO INTER 200 TUBE (MOSFET)
Инструкция по эксплуатации
Aurora PRO INTER 200 TUBE (MOSFET)
Инструкция по эксплуатации
-
 Aurora Динамика 1600
Инструкция по эксплуатации
Aurora Динамика 1600
Инструкция по эксплуатации
-
 Aurora Динамика 1800
Инструкция по эксплуатации
Aurora Динамика 1800
Инструкция по эксплуатации