Сварочное оборудование Сварог TECH TIG 400 P (W322) - инструкция пользователя по применению, эксплуатации и установке на русском языке. Мы надеемся, она поможет вам решить возникшие у вас вопросы при эксплуатации техники.
Если остались вопросы, задайте их в комментариях после инструкции.
"Загружаем инструкцию", означает, что нужно подождать пока файл загрузится и можно будет его читать онлайн. Некоторые инструкции очень большие и время их появления зависит от вашей скорости интернета.


















39
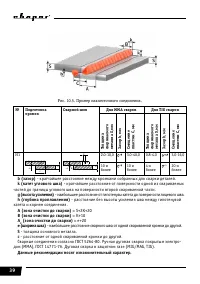
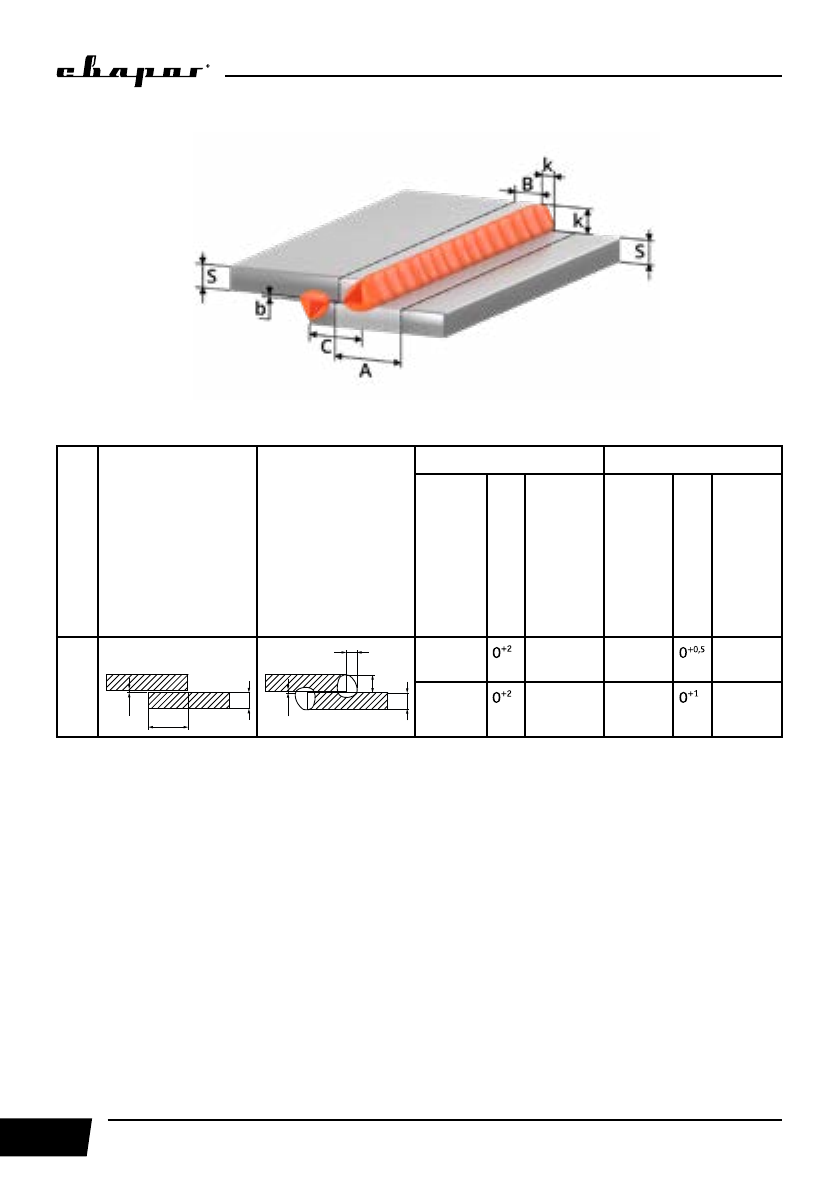
Рис. 10.5. Пример нахлесточного соединения.
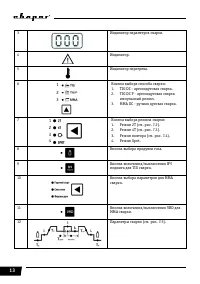
№
Подготовка
кромок
Сварной шов
Для MMA сварки
Для TIG сварки
Толщина свариваемого металла S, мм
Зазор b, мм
Смещение пластин C, мм
Толщина свариваемого металла S, мм
Зазор b, мм
Смещение пластин C, мм
Н1
s
с
b
s
k
k
b
2,0-10,0
3,0-40,0
0,8-4,0
3,0-16,0
10 и
более
10 и
более
4 и
более
20 и
более
b (зазор)
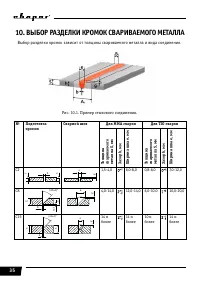
- кратчайшее расстояние между кромками собранных для сварки деталей.
k (катет углового шва)
- кратчайшее расстояние от поверхности одной из свариваемых
частей до границы углового шва на поверхности второй свариваемой части.
g (высота усиления)
- наибольшее расстояние от гипотенузы катета до поверхности лицевого шва.
h (глубина проплавления)
- расстояние без высоты усиления шва между гипотенузой
катета и корнем соединения.
А (зона очистки до сварки)
= S+2К+20
В (зона очистки до сварки)
= К+10
А
2
(зона очистки до сварки)
= е+20
е (ширина шва)
- наибольшее расстояние сварного шва от одной свариваемой кромки до другой.
S
- толщина основного металла.
c
- расстояние от одной свариваемой кромки до другой.
Сварные соединения согласно ГОСТ 5264-80. Ручная дуговая сварка покрытым электро-
дом (ММА), ГОСТ 14771-76. Дуговая сварка в защитном газе (MIG/MAG, TIG).
Данные рекомендации носят ознакомительный характер.
Содержание
- 4 использованием оборудования.; ОБРАТИТЬ ВНИМАНИЕ! Особенности, требующие повышенного внимания; ДЕКЛАРАЦИЯ СООТВЕТСТВИЯ
- 6 ВНИМАНИЕ! Не используйте данные аппараты для размораживания; МЕРЫ БЕЗОПАСНОСТИ ПРИ ПРОВЕДЕНИИ СВАРОЧНЫХ РАБОТ
- 7 МЕРЫ БЕЗОПАСНОСТИ ПРИ РАБОТЕ С ГАЗОВЫМИ БАЛЛОНАМИ
- 8 ВНИМАНИЕ! При поражении электрическим током прекратите сварку,
- 9 ВНИМАНИЕ! Несмотря на защиту корпуса аппарата от попадания влаги,
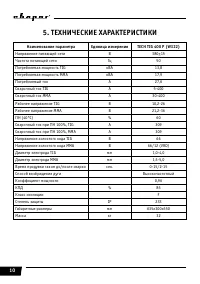
- 10 ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ; Наименование параметра
- 11 На
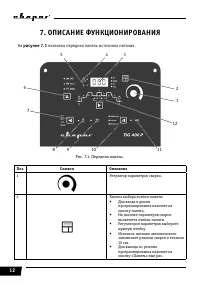
- 12 ОПИСАНИЕ ФУНКЦИОНИРОВАНИЯ
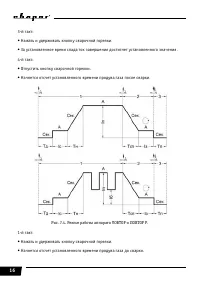
- 17 ВНИМАНИЕ! В режиме повтора цикл сварки можно повторять неограни-
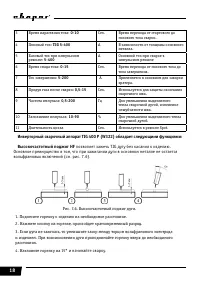
- 18 Высокочастотный поджиг HF; позволяет зажечь TIG дугу без касания к изделию.; ° и начинайте сварку.
- 19 для обеспечения лучшего поджига дуги в начале сварки. Инвертор
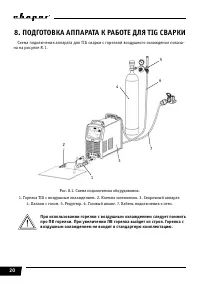
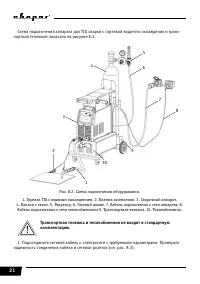
- 20 ПОДГОТОВКА АППАРАТА К РАБОТЕ ДЛЯ TIG СВАРКИ; про ПВ горелки. При увеличении ПВ горелка выйдет из строя. Горелка с
- 21 портной тележкой показана на рисунке 8.2.; Транспортная тележка и теплообменник не входят в стандартную
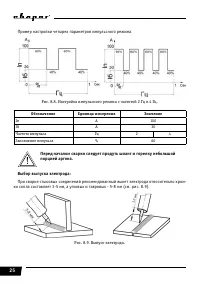
- 25 Пример настройки четырех параметров импульсного режима.; Перед началом сварки следует продуть шланг и горелку небольшой
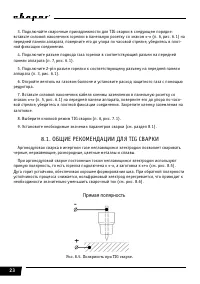
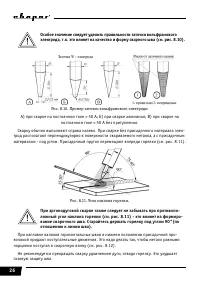
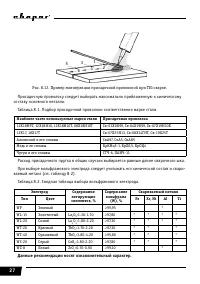
- 26 вание сварочного шва. Старайтесь держать горелку под углом 90°(по
- 27 составу основного металла.; Данные рекомендации носят ознакомительный характер.
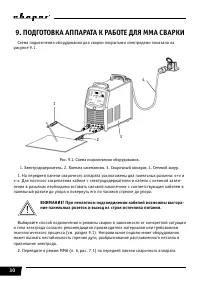
- 30 ПОДГОТОВКА АППАРАТА К РАБОТЕ ДЛЯ MMA СВАРКИ; ВНИМАНИЕ! При неплотном подсоединении кабелей возможны выгора-
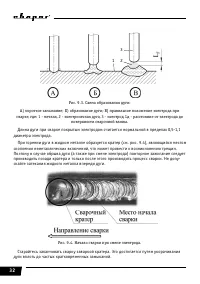
- 32 дуги вплоть до частых кратковременных замыканий.
- 33 — заготовка подсоединена к разъему «-», а электрододержатель
- 34 талла при сварке в нижнем положении:
- 35 ВЫБОР РАЗДЕЛКИ КРОМОК СВАРИВАЕМОГО МЕТАЛЛА
- 39 - кратчайшее расстояние от поверхности одной из свариваемых
- 40 ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ; сти. Специалисты должны иметь допуски к проведению таких работ.
- 41 УСТРАНЕНИЕ НЕПОЛАДОК; ществляться только квалифицированным техническим персоналом.
Характеристики

Остались вопросы?Не нашли свой ответ в руководстве или возникли другие проблемы? Задайте свой вопрос в форме ниже с подробным описанием вашей ситуации, чтобы другие люди и специалисты смогли дать на него ответ. Если вы знаете как решить проблему другого человека, пожалуйста, подскажите ему :)





