Сварочное оборудование Сварог TECH TIG 400 P (W322) - инструкция пользователя по применению, эксплуатации и установке на русском языке. Мы надеемся, она поможет вам решить возникшие у вас вопросы при эксплуатации техники.
Если остались вопросы, задайте их в комментариях после инструкции.
"Загружаем инструкцию", означает, что нужно подождать пока файл загрузится и можно будет его читать онлайн. Некоторые инструкции очень большие и время их появления зависит от вашей скорости интернета.



















32
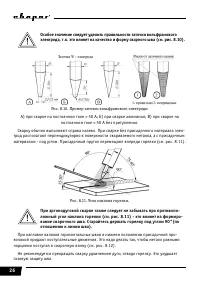
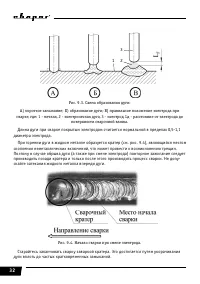
Рис. 9.3. Схема образования дуги:
А) короткое замыкание; Б) образование дуги; В) правильное положение электрода при
сварке, где: 1 - металл, 2 - электрическая дуга, 3 - электрод, Lд - расстояние от электрода до
поверхности сварочной ванны.
Длина дуги при сварке покрытым электродом считается нормальной в пределах 0,5-1,1
диаметра электрода.
При горении дуги в жидком металле образуется кратер (см. рис. 9.4), являющийся местом
скопления неметаллических включений, что может привести к возникновению трещин.
Поэтому в случае обрыва дуги (а также при смене электрода) повторное зажигание следует
производить позади кратера и только после этого производить процесс сварки. Не допу-
скайте затекания жидкого металла впереди дуги.
Рис. 9.4. Начало сварки при смене электрода.
Старайтесь заканчивать сварку заваркой кратера. Это достигается путем укорачивания
дуги вплоть до частых кратковременных замыканий.
1
2
3
Содержание
- 4 использованием оборудования.; ОБРАТИТЬ ВНИМАНИЕ! Особенности, требующие повышенного внимания; ДЕКЛАРАЦИЯ СООТВЕТСТВИЯ
- 6 ВНИМАНИЕ! Не используйте данные аппараты для размораживания; МЕРЫ БЕЗОПАСНОСТИ ПРИ ПРОВЕДЕНИИ СВАРОЧНЫХ РАБОТ
- 7 МЕРЫ БЕЗОПАСНОСТИ ПРИ РАБОТЕ С ГАЗОВЫМИ БАЛЛОНАМИ
- 8 ВНИМАНИЕ! При поражении электрическим током прекратите сварку,
- 9 ВНИМАНИЕ! Несмотря на защиту корпуса аппарата от попадания влаги,
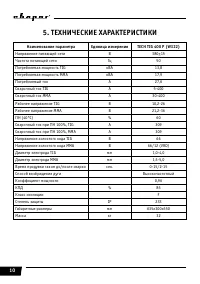
- 10 ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ; Наименование параметра
- 11 На
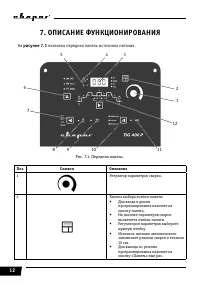
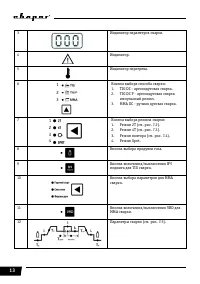
- 12 ОПИСАНИЕ ФУНКЦИОНИРОВАНИЯ
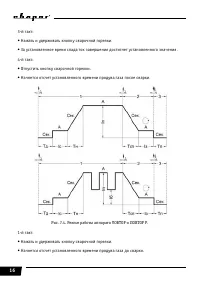
- 17 ВНИМАНИЕ! В режиме повтора цикл сварки можно повторять неограни-
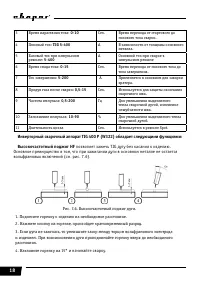
- 18 Высокочастотный поджиг HF; позволяет зажечь TIG дугу без касания к изделию.; ° и начинайте сварку.
- 19 для обеспечения лучшего поджига дуги в начале сварки. Инвертор
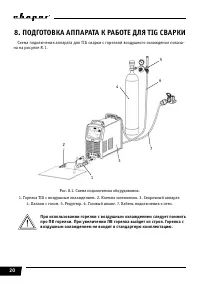
- 20 ПОДГОТОВКА АППАРАТА К РАБОТЕ ДЛЯ TIG СВАРКИ; про ПВ горелки. При увеличении ПВ горелка выйдет из строя. Горелка с
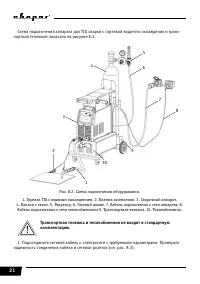
- 21 портной тележкой показана на рисунке 8.2.; Транспортная тележка и теплообменник не входят в стандартную
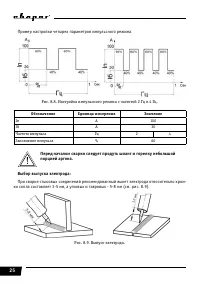
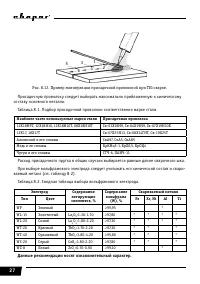
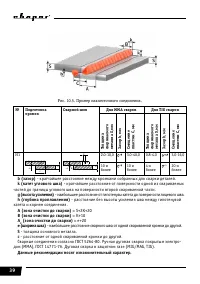
- 25 Пример настройки четырех параметров импульсного режима.; Перед началом сварки следует продуть шланг и горелку небольшой
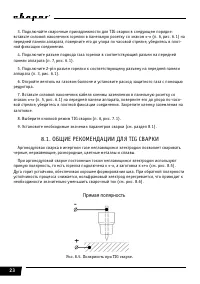
- 26 вание сварочного шва. Старайтесь держать горелку под углом 90°(по
- 27 составу основного металла.; Данные рекомендации носят ознакомительный характер.
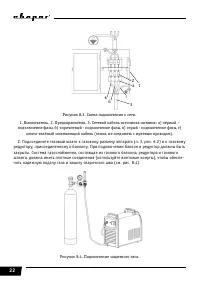
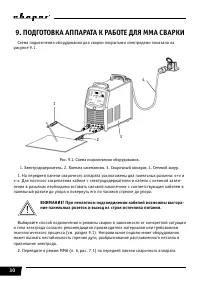
- 30 ПОДГОТОВКА АППАРАТА К РАБОТЕ ДЛЯ MMA СВАРКИ; ВНИМАНИЕ! При неплотном подсоединении кабелей возможны выгора-
- 32 дуги вплоть до частых кратковременных замыканий.
- 33 — заготовка подсоединена к разъему «-», а электрододержатель
- 34 талла при сварке в нижнем положении:
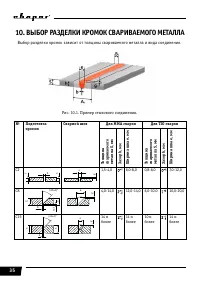
- 35 ВЫБОР РАЗДЕЛКИ КРОМОК СВАРИВАЕМОГО МЕТАЛЛА
- 39 - кратчайшее расстояние от поверхности одной из свариваемых
- 40 ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ; сти. Специалисты должны иметь допуски к проведению таких работ.
- 41 УСТРАНЕНИЕ НЕПОЛАДОК; ществляться только квалифицированным техническим персоналом.
Характеристики

Остались вопросы?Не нашли свой ответ в руководстве или возникли другие проблемы? Задайте свой вопрос в форме ниже с подробным описанием вашей ситуации, чтобы другие люди и специалисты смогли дать на него ответ. Если вы знаете как решить проблему другого человека, пожалуйста, подскажите ему :)





