
Сварочное оборудование Сварог REAL ARC 250 D - инструкция пользователя по применению, эксплуатации и установке на русском языке. Мы надеемся, она поможет вам решить возникшие у вас вопросы при эксплуатации техники.
Если остались вопросы, задайте их в комментариях после инструкции.
"Загружаем инструкцию", означает, что нужно подождать пока файл загрузится и можно будет его читать онлайн. Некоторые инструкции очень большие и время их появления зависит от вашей скорости интернета.













29
ARC 250 D (Z226)
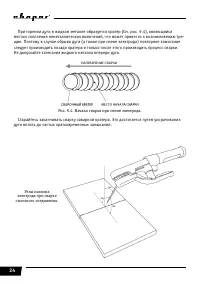
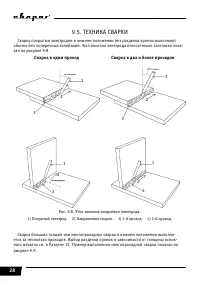
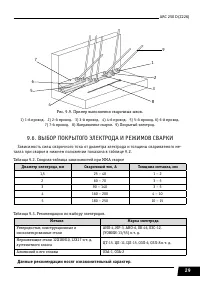
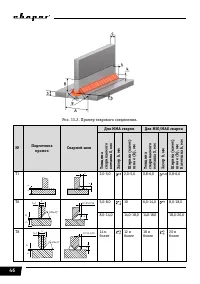
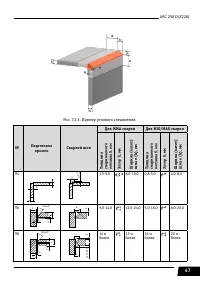
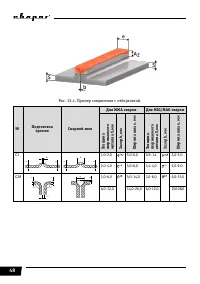
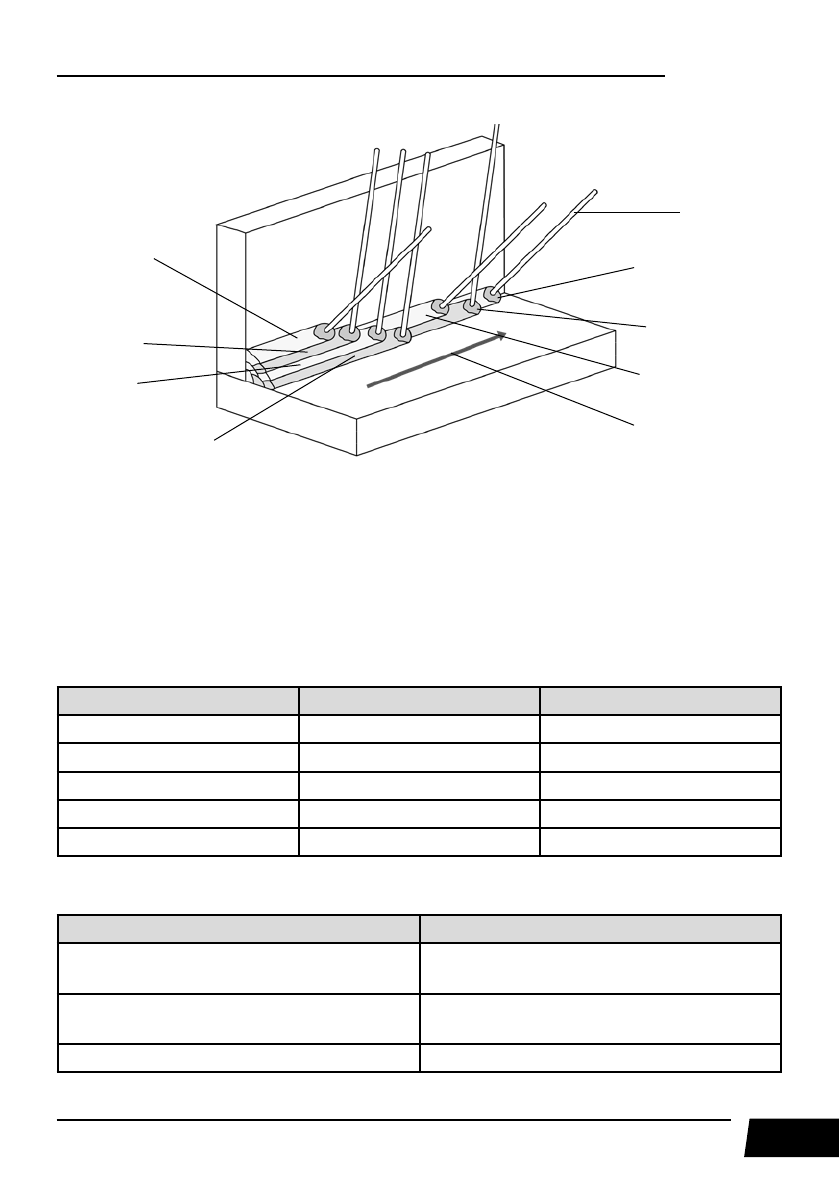
Рис. 9.9. Пример выполнения сварочных швов.
1) 1-й проход. 2) 2-й проход. 3) 3-й проход. 4) 4-й проход. 5) 5-й проход. 6) 6-й проход.
7) 7-й проход. 8) Направление сварки. 9) Покрытый электрод.
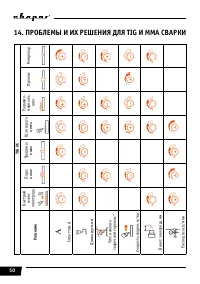
9.6. ВЫБОР ПОКРЫТОГО ЭЛЕКТРОДА И РЕЖИМОВ СВАРКИ
Зависимость силы сварочного тока от диаметра электрода и толщины свариваемого ме-
талла при сварке в нижнем положении показана в таблице 9.2.
Таблица 9.2. Сводная таблица зависимостей при ММА сварке
Диаметр электрода, мм
Сварочный ток, А
Толщина металла, мм
1,5
25 – 40
1 – 2
2
60 – 70
3 – 5
3
90 – 140
3 – 5
4
160 – 200
4 – 10
5
180 – 250
10 – 15
Таблица 9.3. Рекомендации по выбору электродов.
Металл
Марка электрода
Углеродистые, конструкционные и
низколегированные стали
АНО-4, МР-3, АНО-6, ОК 46, ОЗС-12,
(УОНИИ-13/55) и т. д.
Нержавеющие стали 12Х18Н10, 12Х17 и т. д.
аустенитного класса
ЦТ-15, ЦЛ-11, ЦЛ-15, ОЗЛ-6, ОЗЛ-8 и т. д.
Алюминий и его сплавы
ОЗА-1, ОЗА-2
Данные рекомендации носят ознакомительный характер.
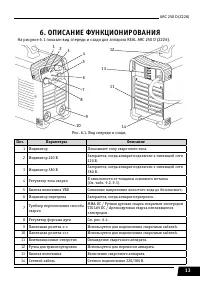
1
2
3
4
5
8
9
6
7
Содержание
- 5 использованием оборудования.; ОБРАТИТЬ ВНИМАНИЕ! Особенности, требующие повышенного внимания; ДЕКЛАРАЦИЯ СООТВЕТСТВИЯ
- 7 Параметры для ММА сварки:; • Плавная регулировка силы тока; Дополнительные функции:
- 8 ВНИМАНИЕ! Не используйте данные аппараты для размораживания; МЕРЫ БЕЗОПАСНОСТИ ПРИ ПРОВЕДЕНИИ СВАРОЧНЫХ РАБОТ; ем другого человека, находящегося вне рабочей зоны.
- 9 ВНИМАНИЕ! После завершения работы убедитесь в безопасности ра-; материалы должны быть удалены из рабочей зоны.; МЕРЫ БЕЗОПАСНОСТИ ПРИ РАБОТЕ С ГАЗОВЫМИ БАЛЛОНАМИ
- 10 ВНИМАНИЕ! При поражении электрическим током прекратите сварку,
- 11 ВНИМАНИЕ! Несмотря на защиту корпуса аппарата от попадания влаги,
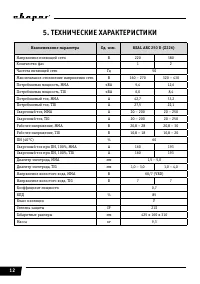
- 12 ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
- 13 ОПИСАНИЕ ФУНКЦИОНИРОВАНИЯ
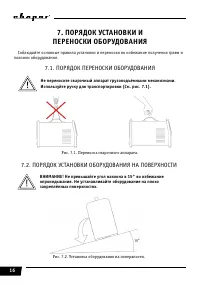
- 16 поломки оборудования.; Не переносите сварочный аппарат грузоподъёмными механизмами.; ПОРЯДОК УСТАНОВКИ ОБОРУДОВАНИЯ НА ПОВЕРХНОСТИ; ВНИМАНИЕ! Не превышайте угол наклона в 15° во избежание
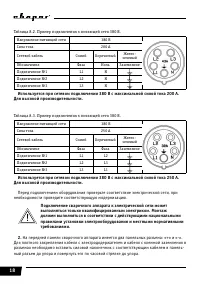
- 17 надежность соединения кабеля и сетевой розетки.; Для средней производительности.
- 18 необходимости проведите соответствующую модернизацию.; Подключение сварочного аппарата к электрической сети может
- 19 Включите сварочный аппарат.
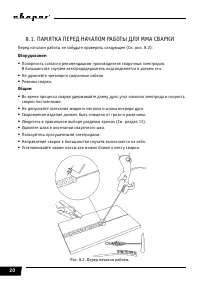
- 20 ПАМЯТКА ПЕРЕД НАЧАЛОМ РАБОТЫ ДЛЯ ММА СВАРКИ
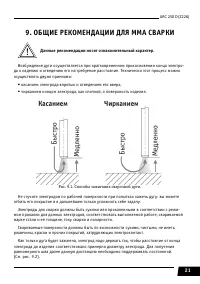
- 21 ОБЩИЕ РЕКОМЕНДАЦИИ ДЛЯ ММА СВАРКИ; Данные рекомендации носят ознакомительный характер.; • касанием электрода впритык и отведением его вверх
- 24 дуги вплоть до частых кратковременных замыканий.
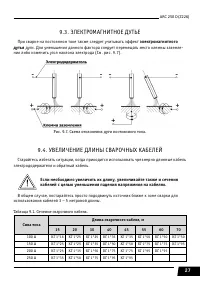
- 27 При сварке на постоянном токе также следует учитывать эффект; электромагнитного; электрододержателя и обратный кабель.; Если необходимо увеличить их длину, увеличивайте также и сечения; использования кабелей 3 – 5 метровой длины.
- 29 ВЫБОР ПОКРЫТОГО ЭЛЕКТРОДА И РЕЖИМОВ СВАРКИ; талла при сварке в нижнем положении показана в таблице 9.2.
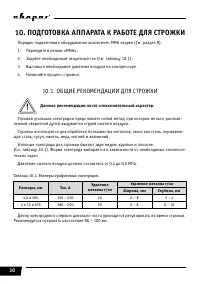
- 30 ПОДГОТОВКА АППАРАТА К РАБОТЕ ДЛЯ СТРОЖКИ; Выставьте необходимое давление воздуха на компрессоре.; ленный сварочной дугой, выдувается струей сжатого воздуха.; Рекомендуется сохранять расстояние 80 – 100 мм.
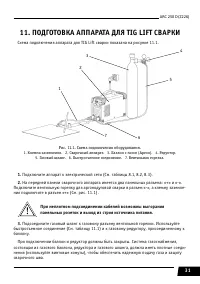
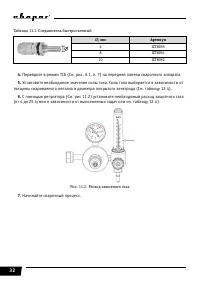
- 31 ПОДГОТОВКА АППАРАТА ДЛЯ TIG LIFT СВАРКИ; При неплотном подсоединении кабелей возможны выгорания
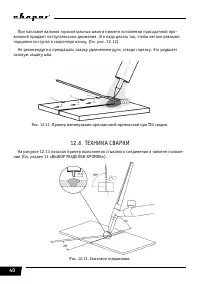
- 32 Начинайте сварочный процесс.
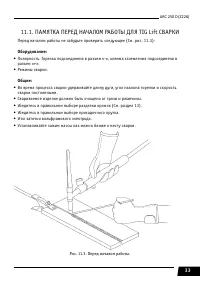
- 33 ПАМЯТКА ПЕРЕД НАЧАЛОМ РАБОТЫ ДЛЯ TIG Lift СВАРКИ
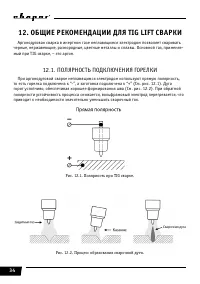
- 34 ОБЩИЕ РЕКОМЕНДАЦИИ ДЛЯ TIG LIFT СВАРКИ
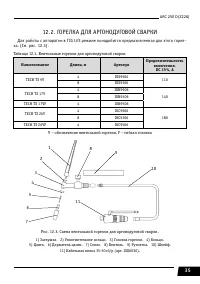
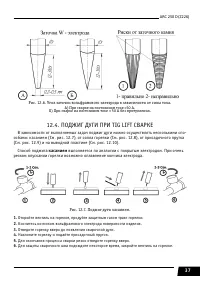
- 36 ВОЛЬФРАМОВОГО ЭЛЕКТРОДА; Выбор выпуска электрода
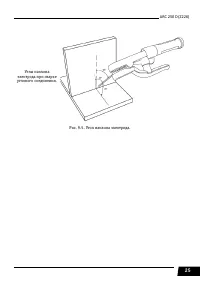
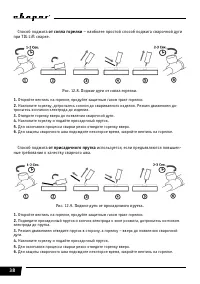
- 37 Способ поджига; касанием; выполняется по аналогии с покрытым электродом. При очень
- 38 от сопла горелки; – наиболее простой способ поджига сварочной дуги; от присадочного прутка; используется, если предъявляются повышен-
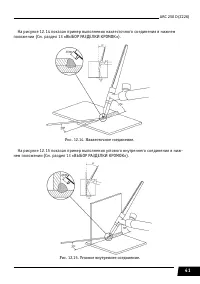
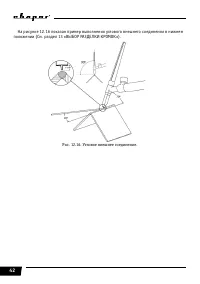
- 39 на выводной пластине; используется, если предъявляются повышенные; ОСОБЕННОСТИ ПОЗИЦИОНИРОВАНИЯ СВАРОЧНОЙ ГОРЕЛКИ; При аргонодуговой сварке также следует не забывать про противо-
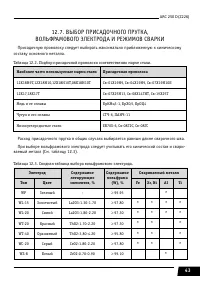
- 43 ВОЛЬФРАМОВОГО ЭЛЕКТРОДА И РЕЖИМОВ СВАРКИ; составу основного металла.
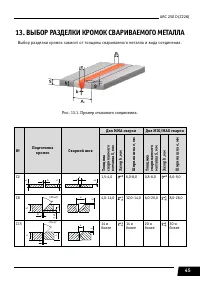
- 45 ВЫБОР РАЗДЕЛКИ КРОМОК СВАРИВАЕМОГО МЕТАЛЛА
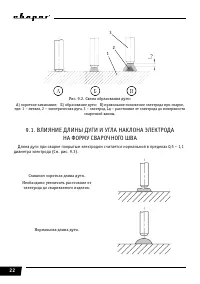
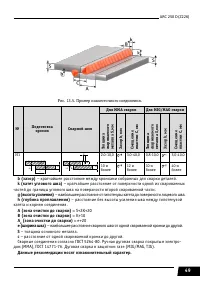
- 49 – кратчайшее расстояние от поверхности одной из свариваемых
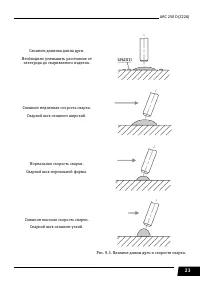
- 51 уменьшить
- 54 КОНТРОЛЬ КАЧЕСТВА СВАРНОГО СОЕДИНЕНИЯ; способами, не прибегая к лабораторным испытаниям.
- 55 ПРОВЕРКА СОЕДИНЕНИЯ С ПОМОЩЬЮ МАКРОШЛИФОВ; Состав для травления:
- 56 ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ; сти. Специалисты должны иметь допуски к проведению таких работ.; Общие рекомендации
- 57 УСТРАНЕНИЕ НЕПОЛАДОК; Внимание! Ремонт данного сварочного оборудования в случае
- 58 СИМВОЛЫ И СОКРАЩЕНИЯ
- 59 правилами перевозок, действующими на каждом виде транспорта.; Внимание! Перед использованием изделия ВНИМАТЕЛЬНО изучите
Характеристики

Остались вопросы?Не нашли свой ответ в руководстве или возникли другие проблемы? Задайте свой вопрос в форме ниже с подробным описанием вашей ситуации, чтобы другие люди и специалисты смогли дать на него ответ. Если вы знаете как решить проблему другого человека, пожалуйста, подскажите ему :)




