
Сварочное оборудование Сварог REAL ARC 250 D - инструкция пользователя по применению, эксплуатации и установке на русском языке. Мы надеемся, она поможет вам решить возникшие у вас вопросы при эксплуатации техники.
Если остались вопросы, задайте их в комментариях после инструкции.
"Загружаем инструкцию", означает, что нужно подождать пока файл загрузится и можно будет его читать онлайн. Некоторые инструкции очень большие и время их появления зависит от вашей скорости интернета.













27
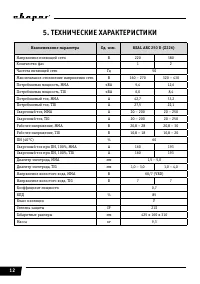
ARC 250 D (Z226)
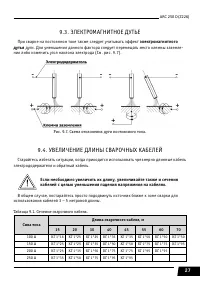
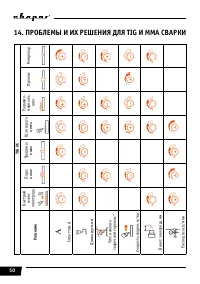
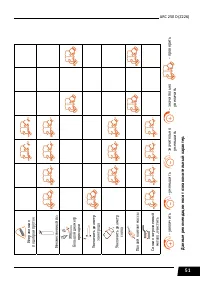
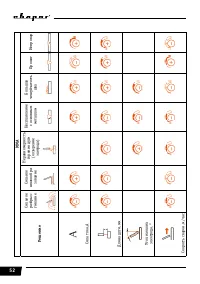
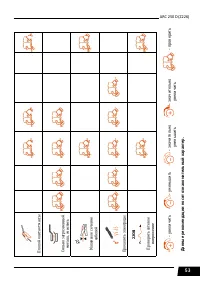
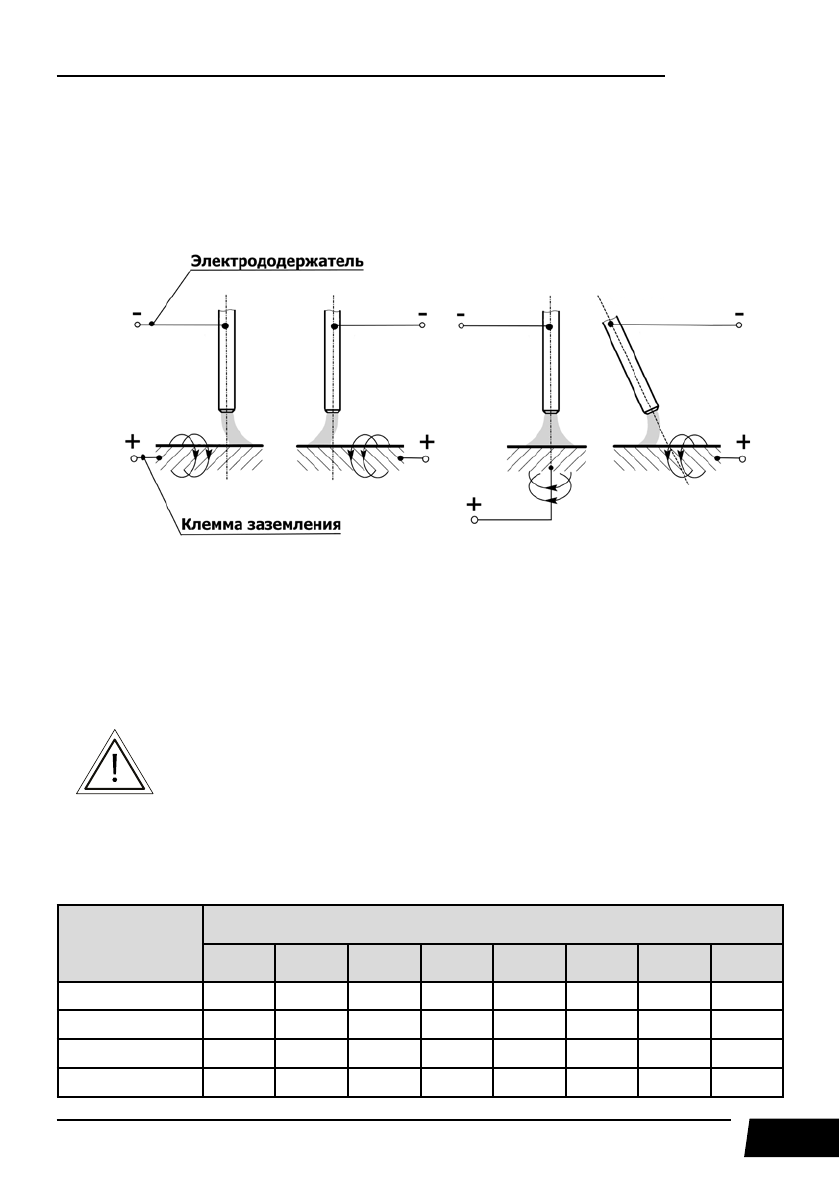
9.3. ЭЛЕКТРОМАГНИТНОЕ ДУТЬЕ
При сварке на постоянном токе также следует учитывать эффект
электромагнитного
дутья
дуги. Для уменьшения данного фактора следует перемещать место клеммы заземле-
ния либо изменить угол наклона электрода (См. рис. 9.7).
Рис. 9.7. Схема отклонения дуги постоянного тока.
9.4. УВЕЛИЧЕНИЕ ДЛИНЫ СВАРОЧНЫХ КАБЕЛЕЙ
Старайтесь избегать ситуации, когда приходится использовать чрезмерно длинные кабель
электрододержателя и обратный кабель.
Если необходимо увеличить их длину, увеличивайте также и сечения
кабелей с целью уменьшения падения напряжения на кабелях.
В общем случае, постарайтесь просто пододвинуть источник ближе к зоне сварки для
использования кабелей 3 – 5 метровой длины.
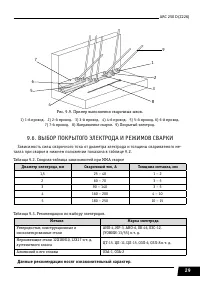
Таблица 9.1. Сечение сварочного кабеля.
Сила тока
Длина сварочного кабеля, м
15
20
30
40
45
55
60
70
100 А
КГ 1*16
КГ 1*25
КГ 1*25
КГ 1*35
КГ 1*35
КГ 1*50
КГ 1*50
КГ 1*50
150 А
КГ 1*25
КГ 1*25
КГ 1*35
КГ 1*50
КГ 1*50
КГ 1*75
КГ 1*75
КГ 1*95
200 А
КГ 1*25
КГ 1*35
КГ 1*50
КГ 1*75
КГ 1*75
КГ 1*95
КГ 1*95
250 А
КГ 1*35
КГ 1*50
КГ 1*75
КГ 1*95
КГ 1*95
Содержание
- 5 использованием оборудования.; ОБРАТИТЬ ВНИМАНИЕ! Особенности, требующие повышенного внимания; ДЕКЛАРАЦИЯ СООТВЕТСТВИЯ
- 7 Параметры для ММА сварки:; • Плавная регулировка силы тока; Дополнительные функции:
- 8 ВНИМАНИЕ! Не используйте данные аппараты для размораживания; МЕРЫ БЕЗОПАСНОСТИ ПРИ ПРОВЕДЕНИИ СВАРОЧНЫХ РАБОТ; ем другого человека, находящегося вне рабочей зоны.
- 9 ВНИМАНИЕ! После завершения работы убедитесь в безопасности ра-; материалы должны быть удалены из рабочей зоны.; МЕРЫ БЕЗОПАСНОСТИ ПРИ РАБОТЕ С ГАЗОВЫМИ БАЛЛОНАМИ
- 10 ВНИМАНИЕ! При поражении электрическим током прекратите сварку,
- 11 ВНИМАНИЕ! Несмотря на защиту корпуса аппарата от попадания влаги,
- 12 ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
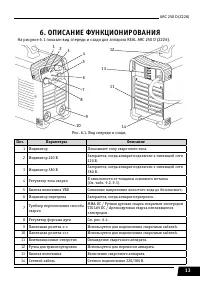
- 13 ОПИСАНИЕ ФУНКЦИОНИРОВАНИЯ
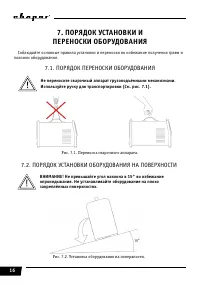
- 16 поломки оборудования.; Не переносите сварочный аппарат грузоподъёмными механизмами.; ПОРЯДОК УСТАНОВКИ ОБОРУДОВАНИЯ НА ПОВЕРХНОСТИ; ВНИМАНИЕ! Не превышайте угол наклона в 15° во избежание
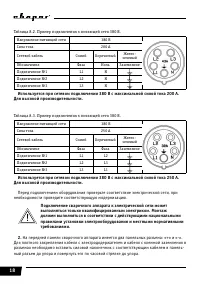
- 17 надежность соединения кабеля и сетевой розетки.; Для средней производительности.
- 18 необходимости проведите соответствующую модернизацию.; Подключение сварочного аппарата к электрической сети может
- 19 Включите сварочный аппарат.
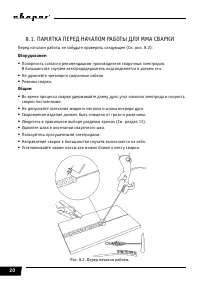
- 20 ПАМЯТКА ПЕРЕД НАЧАЛОМ РАБОТЫ ДЛЯ ММА СВАРКИ
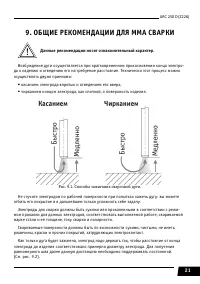
- 21 ОБЩИЕ РЕКОМЕНДАЦИИ ДЛЯ ММА СВАРКИ; Данные рекомендации носят ознакомительный характер.; • касанием электрода впритык и отведением его вверх
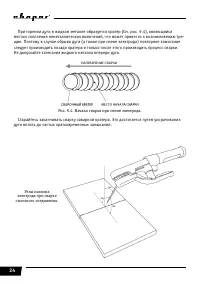
- 24 дуги вплоть до частых кратковременных замыканий.
- 27 При сварке на постоянном токе также следует учитывать эффект; электромагнитного; электрододержателя и обратный кабель.; Если необходимо увеличить их длину, увеличивайте также и сечения; использования кабелей 3 – 5 метровой длины.
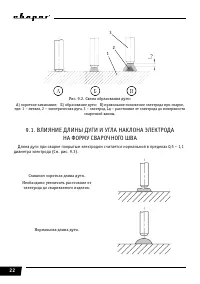
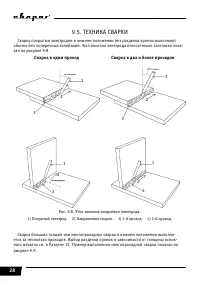
- 29 ВЫБОР ПОКРЫТОГО ЭЛЕКТРОДА И РЕЖИМОВ СВАРКИ; талла при сварке в нижнем положении показана в таблице 9.2.
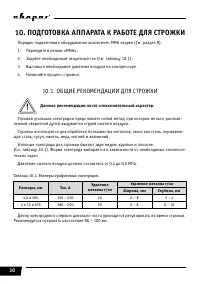
- 30 ПОДГОТОВКА АППАРАТА К РАБОТЕ ДЛЯ СТРОЖКИ; Выставьте необходимое давление воздуха на компрессоре.; ленный сварочной дугой, выдувается струей сжатого воздуха.; Рекомендуется сохранять расстояние 80 – 100 мм.
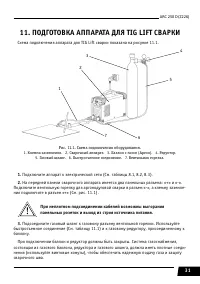
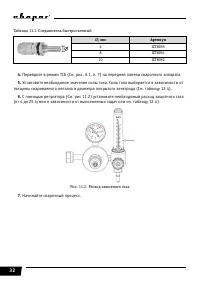
- 31 ПОДГОТОВКА АППАРАТА ДЛЯ TIG LIFT СВАРКИ; При неплотном подсоединении кабелей возможны выгорания
- 32 Начинайте сварочный процесс.
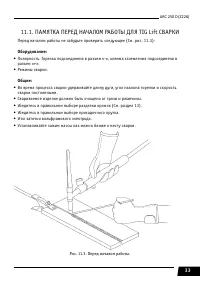
- 33 ПАМЯТКА ПЕРЕД НАЧАЛОМ РАБОТЫ ДЛЯ TIG Lift СВАРКИ
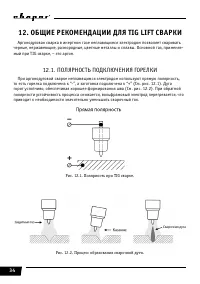
- 34 ОБЩИЕ РЕКОМЕНДАЦИИ ДЛЯ TIG LIFT СВАРКИ
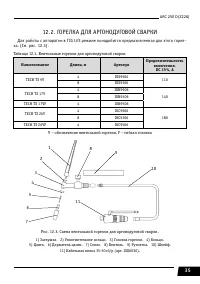
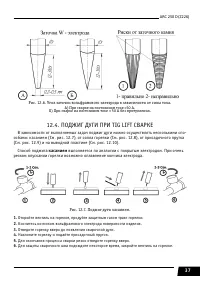
- 36 ВОЛЬФРАМОВОГО ЭЛЕКТРОДА; Выбор выпуска электрода
- 37 Способ поджига; касанием; выполняется по аналогии с покрытым электродом. При очень
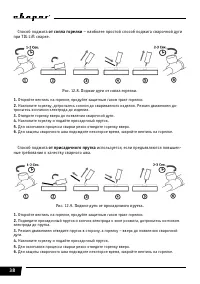
- 38 от сопла горелки; – наиболее простой способ поджига сварочной дуги; от присадочного прутка; используется, если предъявляются повышен-
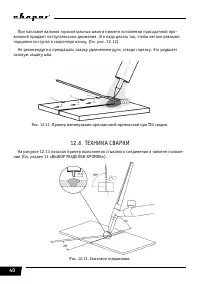
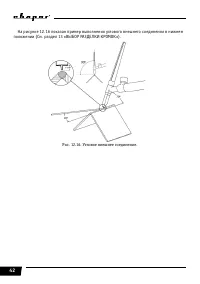
- 39 на выводной пластине; используется, если предъявляются повышенные; ОСОБЕННОСТИ ПОЗИЦИОНИРОВАНИЯ СВАРОЧНОЙ ГОРЕЛКИ; При аргонодуговой сварке также следует не забывать про противо-
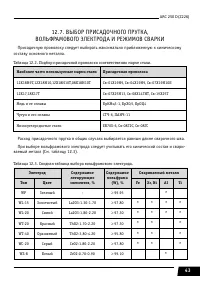
- 43 ВОЛЬФРАМОВОГО ЭЛЕКТРОДА И РЕЖИМОВ СВАРКИ; составу основного металла.
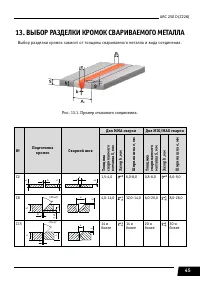
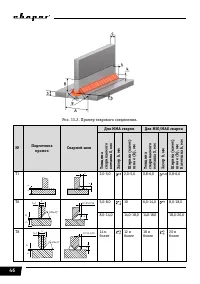
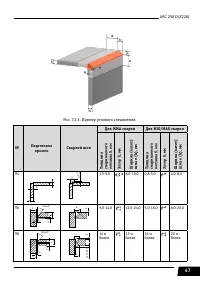
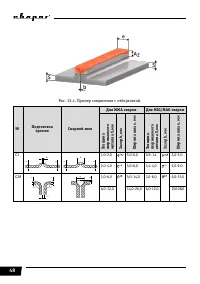
- 45 ВЫБОР РАЗДЕЛКИ КРОМОК СВАРИВАЕМОГО МЕТАЛЛА
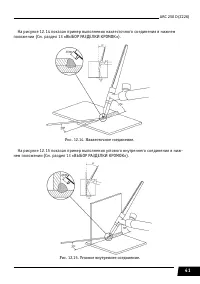
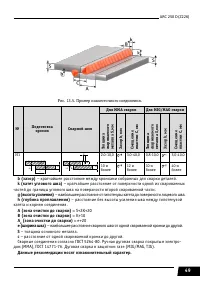
- 49 – кратчайшее расстояние от поверхности одной из свариваемых
- 51 уменьшить
- 54 КОНТРОЛЬ КАЧЕСТВА СВАРНОГО СОЕДИНЕНИЯ; способами, не прибегая к лабораторным испытаниям.
- 55 ПРОВЕРКА СОЕДИНЕНИЯ С ПОМОЩЬЮ МАКРОШЛИФОВ; Состав для травления:
- 56 ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ; сти. Специалисты должны иметь допуски к проведению таких работ.; Общие рекомендации
- 57 УСТРАНЕНИЕ НЕПОЛАДОК; Внимание! Ремонт данного сварочного оборудования в случае
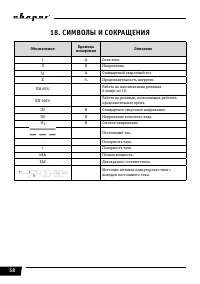
- 58 СИМВОЛЫ И СОКРАЩЕНИЯ
- 59 правилами перевозок, действующими на каждом виде транспорта.; Внимание! Перед использованием изделия ВНИМАТЕЛЬНО изучите
Характеристики

Остались вопросы?Не нашли свой ответ в руководстве или возникли другие проблемы? Задайте свой вопрос в форме ниже с подробным описанием вашей ситуации, чтобы другие люди и специалисты смогли дать на него ответ. Если вы знаете как решить проблему другого человека, пожалуйста, подскажите ему :)




