
Сварочное оборудование Сварог PRO TIG 300 P (W232) - инструкция пользователя по применению, эксплуатации и установке на русском языке. Мы надеемся, она поможет вам решить возникшие у вас вопросы при эксплуатации техники.
Если остались вопросы, задайте их в комментариях после инструкции.
"Загружаем инструкцию", означает, что нужно подождать пока файл загрузится и можно будет его читать онлайн. Некоторые инструкции очень большие и время их появления зависит от вашей скорости интернета.

































47
PRO TIG 300 P
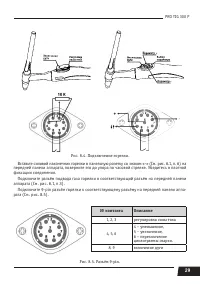
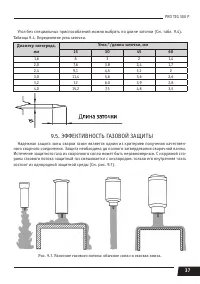
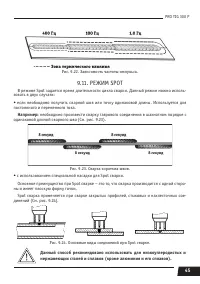
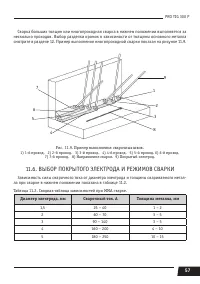
Расход присадочного прутка в общих случаях выбирается равным длине сварочного шва.
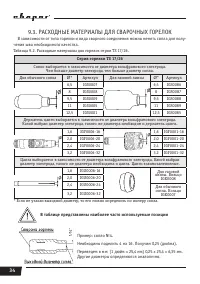
При выборе вольфрамового электрода следует учитывать его химический состав и свари-
ваемый металл (См. таблицу 9.7).
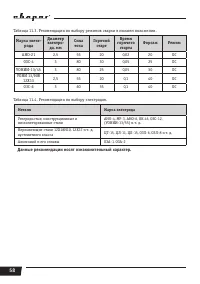
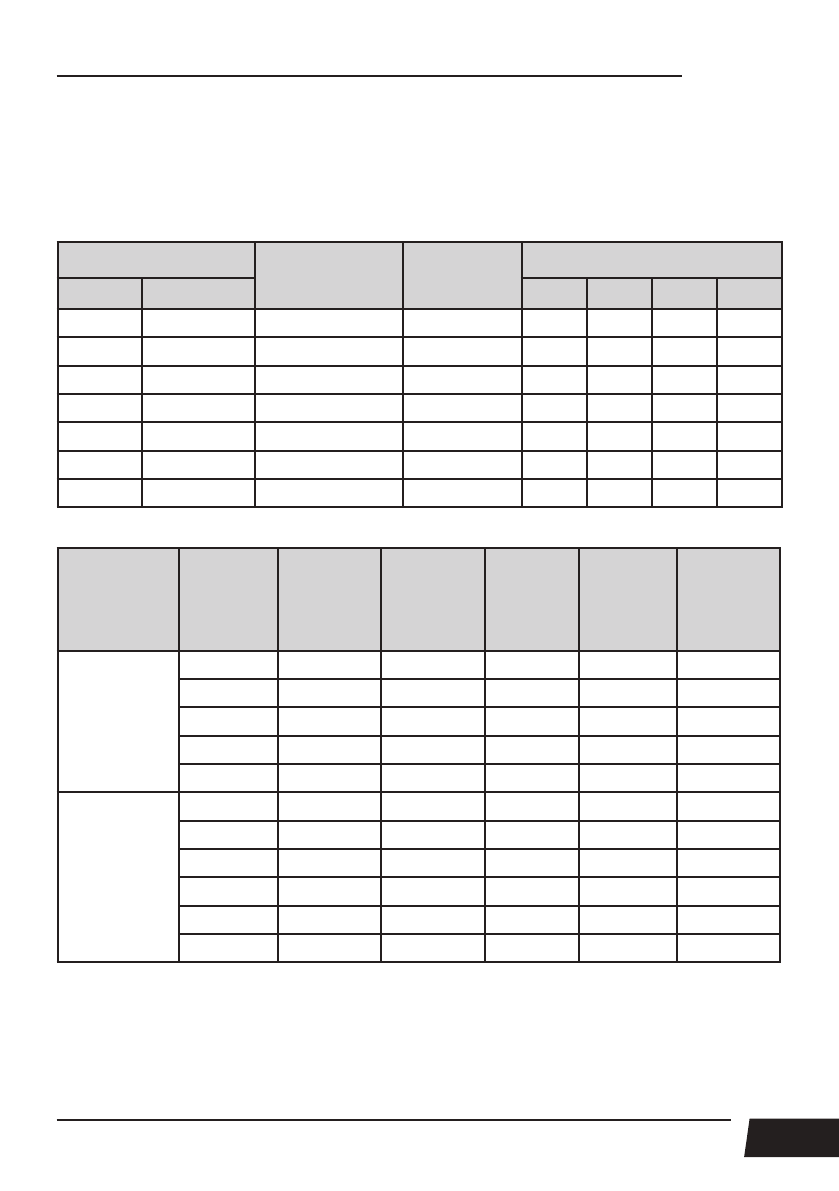
Таблица 9.7. Выбор вольфрамового электрода.
Электрод
Содержание
легирующих
элементов, %
Содержание
вольфрама
(W), %
Свариваемый металл
Тип
Цвет
Fe
Xr, Ni
Al
Ti
WP
Зеленый
–
≥ 99.95
*
WL-15
Золотистый
La
2
O
3
:1.30-1.70
≥ 97.80
*
*
*
*
WL-20
Синий
La
2
O
3
:1.80-2.20
≥ 97.30
*
*
*
*
WT-20
Красный
ThO
2
:1.70-2.20
≥ 97.30
*
*
*
WT-40
Оранжевый
ThO
2
:3.80-4.20
≥ 95.80
*
*
*
WC-20
Серый
CeO
2
:1.80-2.20
≥ 97.80
*
*
*
WZ-8
Белый
ZrO
2
:0.70-0.90
≥ 99.10
*
Таблица 9.8. Зависимости при TIG сварке для средней производительности.
Металл
Толщина
свари-
ваемого
металла,
мм
Диаметр
электрода,
мм
Сила тока,
А
Рекомен-
дуемый
диаметр
присад-
ки, мм
Рекомен-
дуемый
диаметр
сопла, мм
Расход
аргона
л/мин
Цветные
(алюминий,
бронза,
латунь и т.д)
1
1,0 – 1,6
45 – 80
1 – 2
6,4 – 8
6 – 7
2
1,6 – 2,0
65 – 120
1 – 2
8 – 11
7 – 9
4
2,0 – 2,4
140 – 180
2,5 – 3
8 – 12,5
9 – 11
5 – 6
3,0 – 3,2
250 – 340
3 – 4
11 – 16
11 – 14
7 и более
3,2 – 4,0
300 – 400
4 – 6
11 – 16
14 – 25
Углеро-
дистые,
конструк-
ционные и
нержавею-
щие стали
0,5
1,0 – 1,6
25 – 70
1 – 2
4 – 8
5 – 6
1
1,6 – 2,0
35 – 90
1 – 2
6,4 – 9,5
6 – 7
2
1,6 – 2,0
50 – 120
2,5 – 3
6,4 – 9,5
7 – 9
3
2,0 – 2,4
80 – 160
3 – 4
8 – 12,5
9 – 10
4
2,4 – 3,2
100 – 180
4 – 6
11 – 16
10 – 12
7 и более
3,2 – 4,0
120 – 220
6 – 8
11 – 16
12 – 20
* В зависимости от выполняемых задач, вида свариваемого металла, его толщины и вылета
вольфрамового электрода уменьшение диаметра сопла приводит к уменьшению расхода газа.
Также нужно учитывать окружающую среду, где происходит сварка. Чрезмерная экономия газа
может привести к образованию дефектов и неудовлетворительному виду сварного шва.
Содержание
- 4 Памятка перед началом работы для ММА сварки
- 5 пользованием оборудования.; ОБРАТИТЬ ВНИМАНИЕ! Особенности, требующие повышенного внимания; в соответствии с принципами безопасности и надежности.; ДЕКЛАРАЦИЯ СООТВЕТСТВИЯ; ТР ТС 010/2011 «О безопасности машин и оборудования».
- 7 необходимого качества.; Параметры для TIG сварки:
- 8 подзарядки батарей или аккумуляторов, запуска двигателей.; МЕРЫ БЕЗОПАСНОСТИ ПРИ ПРОВЕДЕНИИ СВАРОЧНЫХ РАБОТ
- 9 МЕРЫ БЕЗОПАСНОСТИ ПРИ РАБОТЕ С ГАЗОВЫМИ БАЛЛОНАМИ
- 11 ВНИМАНИЕ! Несмотря на защиту корпуса аппарата от попадания влаги,
- 12 ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
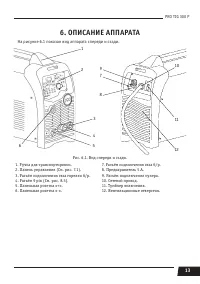
- 13 На рисунке 6.1 показан вид аппарата спереди и сзади.
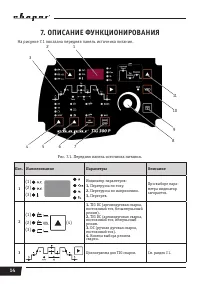
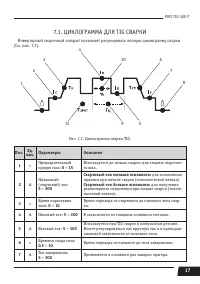
- 14 ОПИСАНИЕ ФУНКЦИОНИРОВАНИЯ; На рисунке 7.1 показана передняя панель источника питания.
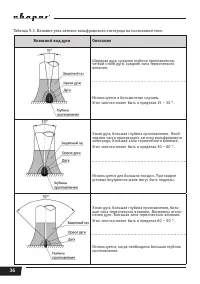
- 18 Описание
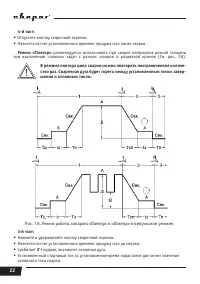
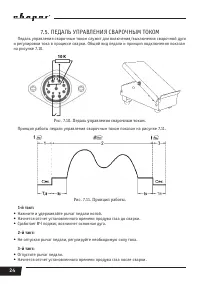
- 21 рекомендуется использовать при длине сварочных швов
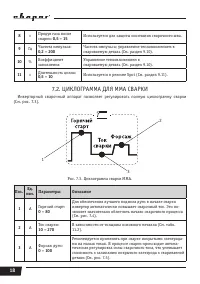
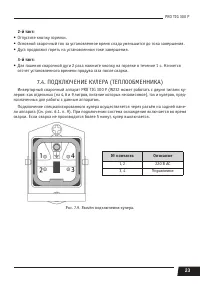
- 22 основного тока сварки.
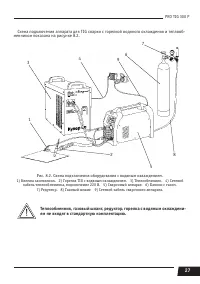
- 27 ем не входят в стандартную комплектацию.
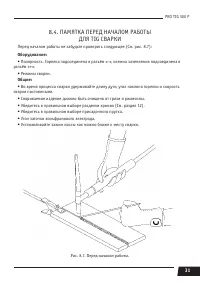
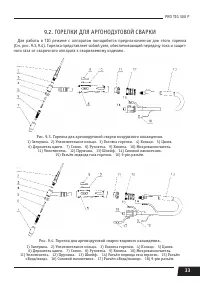
- 31 ДЛЯ TIG СВАРКИ
- 32 ОБЩИЕ РЕКОМЕНДАЦИИ ДЛЯ TIG СВАРКИ
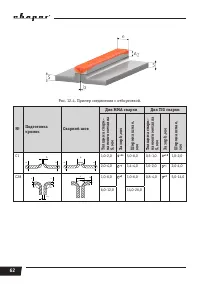
- 34 РАСХОДНЫЕ МАТЕРИАЛЫ ДЛЯ СВАРОЧНЫХ ГОРЕЛОК; чения шва необходимого качества.; В таблице представлены наиболее часто используемые позиции
- 37 мм
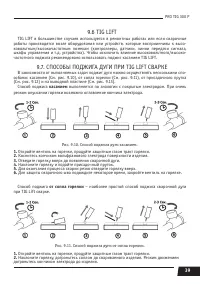
- 39 СПОСОБЫ ПОДЖИГА ДУГИ ПРИ TIG LIFT СВАРКЕ; касанием
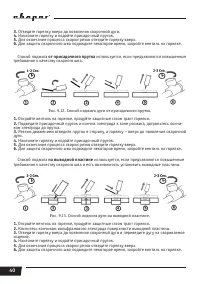
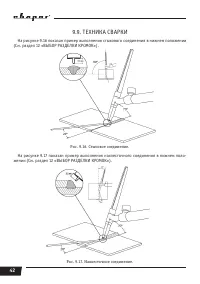
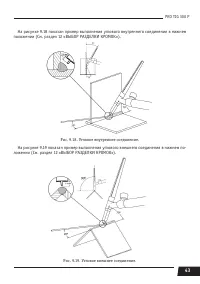
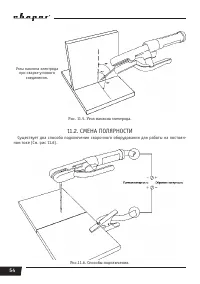
- 41 ОСОБЕННОСТИ ПОЗИЦИОНИРОВАНИЯ СВАРОЧНОЙ ГОРЕЛКИ; При аргонодуговой сварке также следует не забывать про противо-
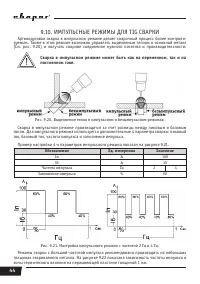
- 44 Сварка в импульсном режиме может быть как на переменном, так и на; зоны термического влияния на нержавеющей пластине толщиной 1 мм.
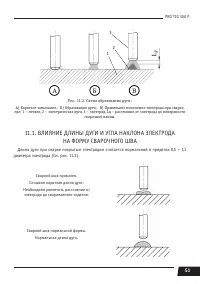
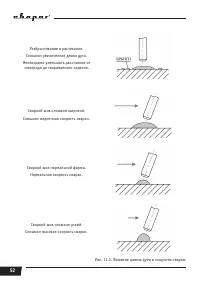
- 46 Данные рекомендации носят ознакомительный характер.; ЭЛЕКТРОДА И РЕЖИМОВ СВАРКИ; составу основного металла.
- 48 ПОДГОТОВКА АППАРАТА К РАБОТЕ ПРИ ММА СВАРКЕ; Электрододержатель не входит в стандартную комплектацию.
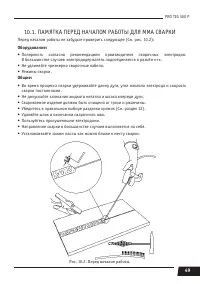
- 49 ПАМЯТКА ПЕРЕД НАЧАЛОМ РАБОТЫ ДЛЯ ММА СВАРКИ
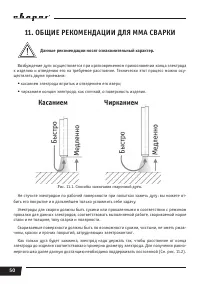
- 50 ОБЩИЕ РЕКОМЕНДАЦИИ ДЛЯ ММА СВАРКИ; • касанием электрода впритык и отведением его вверх
- 53 дуги вплоть до частых кратковременных замыканий.
- 55 дована обратная полярность.; При сварке на постоянном токе также следует учитывать эффект; электромагнитного; электрододержателя и обратный кабель.; белей с целью уменьшения падения напряжения на кабелях.; пользования кабелей 3 – 5 метровой длины.
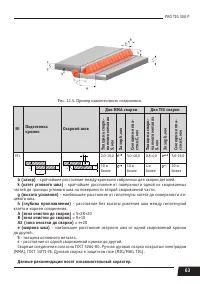
- 57 ВЫБОР ПОКРЫТОГО ЭЛЕКТРОДА И РЕЖИМОВ СВАРКИ; ла при сварке в нижнем положении показана в таблице 11.2.
- 59 Подготовка
- 68 ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ; техническому обслуживанию.; Периодичность; Общие рекомендации
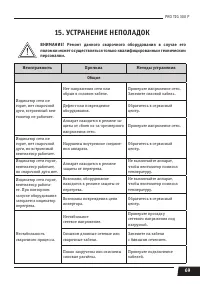
- 69 УСТРАНЕНИЕ НЕПОЛАДОК; ВНИМАНИЕ! Ремонт данного сварочного оборудования в случае его; Неисправность
- 70 Для TIG
- 71 Для MMA
- 74 правилами перевозок, действующими на каждом виде транспорта.; ВНИМАНИЕ! Перед использованием изделия ВНИМАТЕЛЬНО изучите
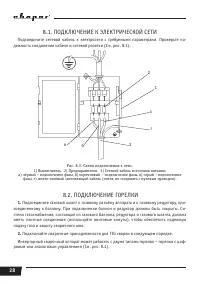
Характеристики

Остались вопросы?Не нашли свой ответ в руководстве или возникли другие проблемы? Задайте свой вопрос в форме ниже с подробным описанием вашей ситуации, чтобы другие люди и специалисты смогли дать на него ответ. Если вы знаете как решить проблему другого человека, пожалуйста, подскажите ему :)





