Сварочное оборудование Ресанта САИПА-350 - инструкция пользователя по применению, эксплуатации и установке на русском языке. Мы надеемся, она поможет вам решить возникшие у вас вопросы при эксплуатации техники.
Если остались вопросы, задайте их в комментариях после инструкции.
"Загружаем инструкцию", означает, что нужно подождать пока файл загрузится и можно будет его читать онлайн. Некоторые инструкции очень большие и время их появления зависит от вашей скорости интернета.











30
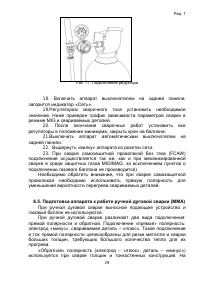
отрицательном полюсе (катоде) электрической дуги температура
ниже, чем на положительном (аноде), электрод расплавляется
быстрее, нагрев детали уменьшается – снижается опасность прожога.
Выбирайте способ подключения и режимы сварки в зависимости
от конкретной ситуации и типа электрода, согласно рекомендациям
производителя материалов или требованиям технологического
процесса. Неправильное подключение оборудования может вызвать
нестабильность горения дуги, разбрызгивание расплавленного
металла и прилипание электрода.
Для плотного закрепления прямого и обратного кабелей в
разъемах необходимо вставить кабельную вилку с соответствующим
кабелем в панельную розетку до упора и повернуть ее по часовой
стрелке до упора. При неплотном подсоединении кабелей возможны
повреждения, как панельной розетки, так и самого аппарата.
Необходимо:
1.
Подсоединить к силовым клеммам аппарата кабель с
электрододержателем и кабель заземления в зависимости от
требуемой для данной марки электрода полярности. В большинстве
случаев кабель с электрододержателем подключается к плюсовой
клемме, а кабель заземления (масса) к минусовой клемме.
2.
Убедиться в том, что выключатель на задней панели находится в
положении "ВЫКЛ".
3.
Подключить аппарат к сети.
4.
Убедиться, что регулятор находится в положении минимального
сварочного тока.
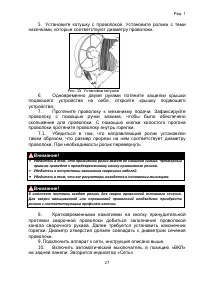
5.
Привести автоматический выключатель в позицию «ВКЛ» на
задней панели.
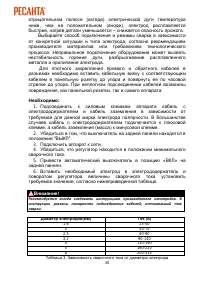
6.
Вставить необходимый электрод в электрододержатель и
поворотом регулятора величины сварочного тока установить
требуемое значение, согласно нижеприведенной таблице.
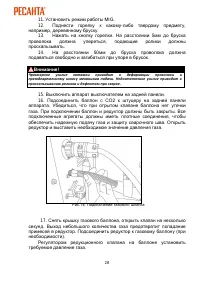
Внимание!
Рекомендуется всегда следовать инструкциям производителя электродов. В
инструкции
указаны
полярность подсоединения кабелей, оптимальный ток
сварки.
Диаметр электродов(мм)
Ток (А)
1,6
25-50
2
50-70
2,5
60-90
3,2
90-140
4
130-190
5
160-220
6
200-315
Таблица 3. Зависимость сварочного тока от диаметра электрода
Содержание
- 4 СОДЕРЖАНИЕ
- 7 ПРАВИЛА БЕЗОПАСНОСТИ; Прочтите перед началом использования устройства; ИНСТРУКЦИИ ПО ЭЛЕКТРОМАГНИТНОЙ СОВМЕСТИМОСТИ
- 9 ПОЖАРО – ВЗРЫВОБЕЗОПАСНОСТЬ; держать огнетушитель рядом с; ЗАЩИТА ОРГАНОВ ДЫХАНИЯ
- 12 регулировка индуктивности; функция регулирования
- 13 Газовая трубка 4м + ключ к ней+ 2 зажима
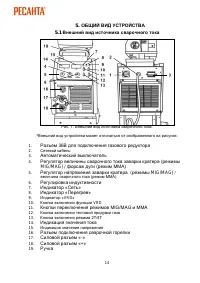
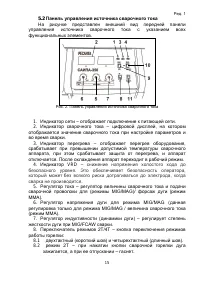
- 15 Панель управления источника сварочного тока; Рис. 2. Панель управления источника сварочного тока; снижение напряжения холостого хода до
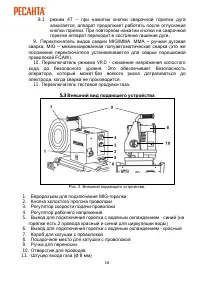
- 16 Внешний вид подающего устройства
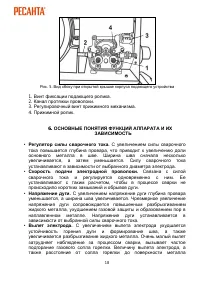
- 18 Рис. 5. Вид сбоку при открытой крышке корпуса подающего устройства; ОСНОВНЫЕ ПОНЯТИЯ ФУНКЦИЙ АППАРАТА И ИХ
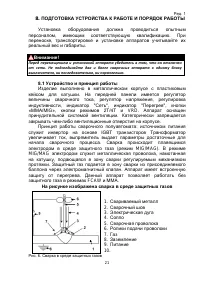
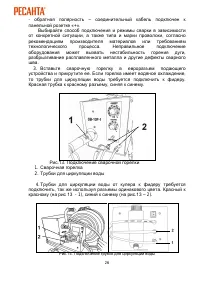
- 19 Расход защитного газа; определяют, в основном, в зависимости от; Наклон электрода вдоль шва; оказывает большое влияние на; Род тока и полярность.; Сварку в защитном газе выполняют
- 20 ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ; Таблица 2. Технические характеристики
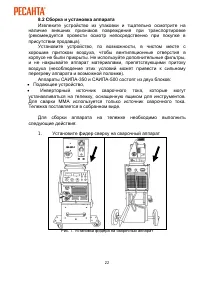
- 22 Сборка и установка аппарата; Рис. 7. Установка фидера на сварочный аппарат
- 23 Подключение к сети
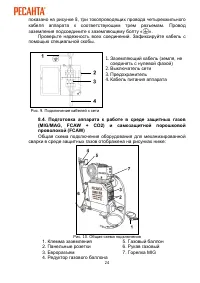
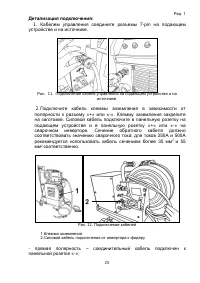
- 25 Детализация подключения:; Кабелем управления соедините разъемы 7-pin на подающем; Рис. 11. Подключение кабеля управления на подающем устройстве и на; Подключите кабель клеммы заземления в зависимости от
- 26 Рис.14. Подключение трубок для циркуляции воды
- 27 Убедитесь в отсутствии замыкания сварочных кабелей.
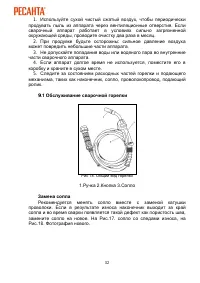
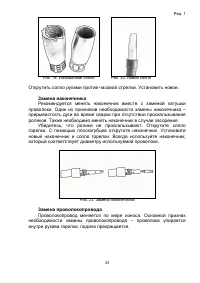
- 32 .1 Обслуживание сварочной горелки; Рис 18. Общий вид горелки; Замена сопла
- 33 Замена наконечника; Рекомендуется менять наконечник вместе с заменой катушки; Замена проволокопровода; Проволокопровод меняется по мере износа. Основной признак
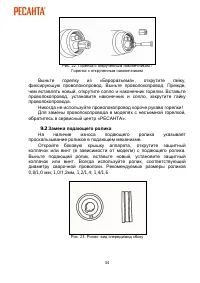
- 34 Горелка с открученным наконечником; Замена подающего ролика
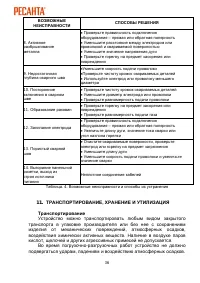
- 35 ВОЗМОЖНЫЕ
- 36 ТРАНСПОРТИРОВАНИЕ, ХРАНЕНИЕ И УТИЛИЗАЦИЯ; Устройство можно транспортировать любым видом закрытого
- 39 ГАРАНТИЙНЫЙ ТАЛОН; признан годным для эксплуатации.
- 40 СЕРВИСНЫЕ ЦЕНТРЫ
- 41 Полный актуальный список сервисных центров Вы так же можете
Характеристики

Остались вопросы?Не нашли свой ответ в руководстве или возникли другие проблемы? Задайте свой вопрос в форме ниже с подробным описанием вашей ситуации, чтобы другие люди и специалисты смогли дать на него ответ. Если вы знаете как решить проблему другого человека, пожалуйста, подскажите ему :)












