
Сварочное оборудование Champion IW-200 - инструкция пользователя по применению, эксплуатации и установке на русском языке. Мы надеемся, она поможет вам решить возникшие у вас вопросы при эксплуатации техники.
Если остались вопросы, задайте их в комментариях после инструкции.
"Загружаем инструкцию", означает, что нужно подождать пока файл загрузится и можно будет его читать онлайн. Некоторые инструкции очень большие и время их появления зависит от вашей скорости интернета.






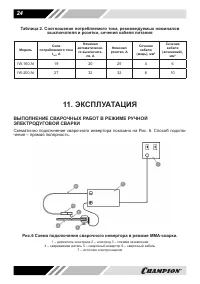




31
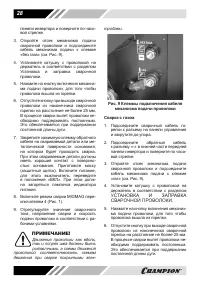
Рис. 15. Виды тавровых соединений
Некоторые советы по сварке таврового со
-
единения.
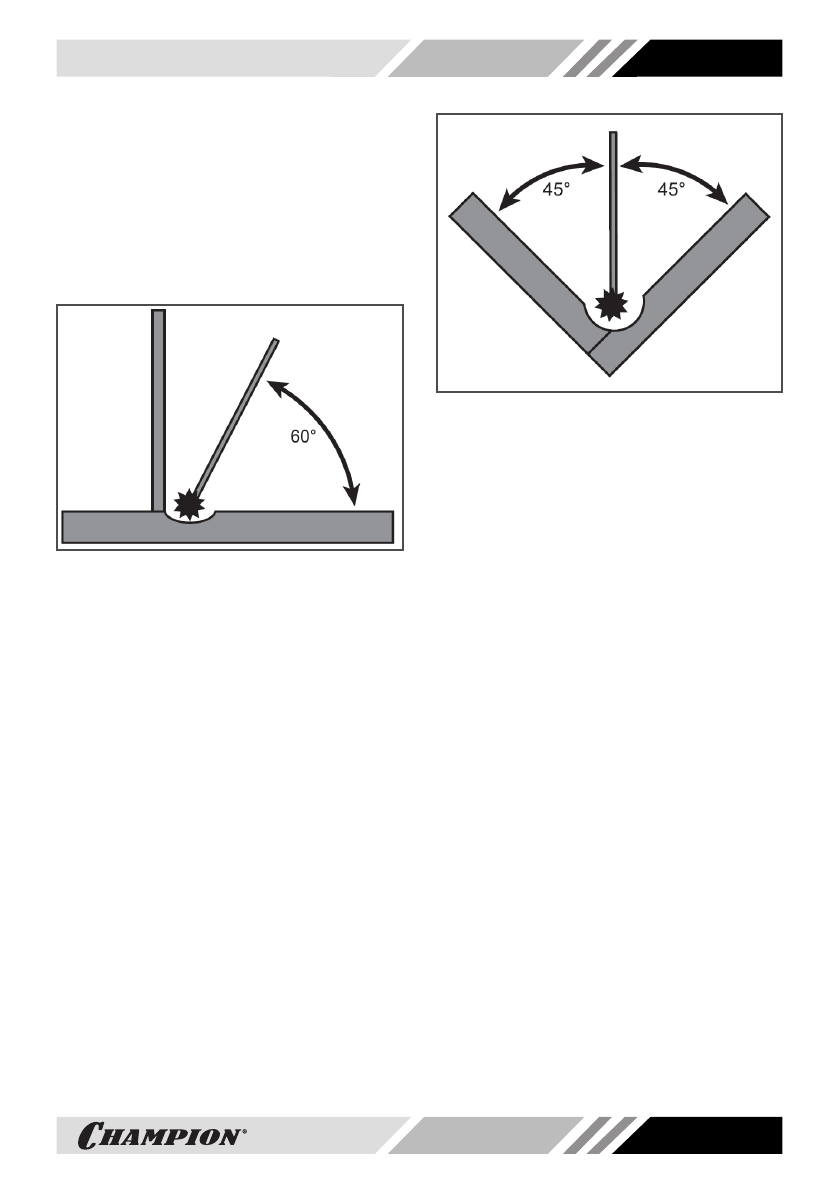
Совет первый.
При сварке тонкого метал
-
ла с более толстым (см. Рис. 16) необхо
-
димо, чтобы угол наклона между толстым
металлом и электродом или сварочной го
-
релкой составлял около 60°.
Рис. 16. Сварка тонкого металла с более
толстым.
Совет второй.
Сварку таврового соедине
-
ния (и углового в такой же степени) мож
-
но значительно упростить, расположив
его для сварки «в лодочку» (Рис. 17). Это
позволяет проводить сварку преимуще
-
ственно в нижнем положении, увеличивая
скорость сварки и уменьшая вероятность
появления подрезов, которые являются
очень частым дефектом таврового свар
-
ного соединения, наряду с «непроваром».
В некоторых случаях одного прохода будет
недостаточно, поэтому для заполняющих
швов требуется осуществлять колебания
горелки.
Рис. 17. Сварка «в лодочку»
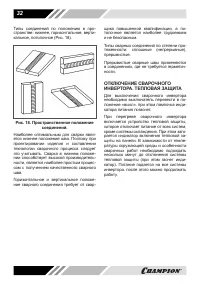
Соединение внахлест. Данный тип со
-
единения рекомендуется применять при
сварке листов толщиной до 10 мм, причем
сваривать листы требуется с обеих сторон.
Делается это из-за того, чтобы не было воз
-
можности попадания влаги между ними.
Так как сварочных швов при этом соедине
-
нии два, то соответственно увеличивается
время на сварку и расходуемые сварочные
материалы.
Угловое соединение. Угловым сварочным
соединением называют тип соединения
двух металлических листов, расположен
-
ных друг к другу под прямым или другим
углом. Данные соединения также могут
быть со скосом кромок или без скоса, в за
-
висимости от толщин. Иногда угловое со
-
единение проваривается и изнутри.
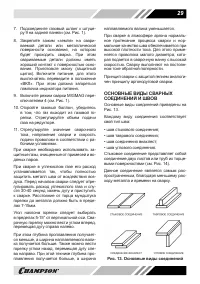
Сварные соединения и швы также класси
-
фицируют по другим признакам.
Типы соединений по степени выпуклости:
нормальные, выпуклые, вогнутые. Выпу
-
клость шва зависит как от применяемых
сварочных материалов, так и режимов
сварки. Например, при длинной дуге шов
получается пологим и широким, и, наобо
-
рот, при сварке на короткой дуге шов полу
-
чается более узким и выпуклым. Так же на
степень выпуклости влияет скорость свар
-
ки и ширина разделки кромок.
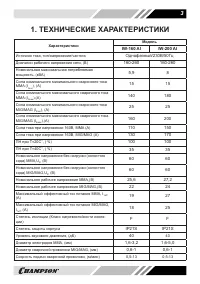
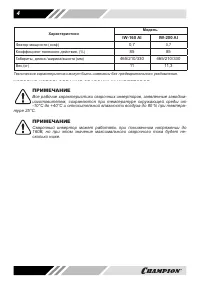
Характеристики

Остались вопросы?Не нашли свой ответ в руководстве или возникли другие проблемы? Задайте свой вопрос в форме ниже с подробным описанием вашей ситуации, чтобы другие люди и специалисты смогли дать на него ответ. Если вы знаете как решить проблему другого человека, пожалуйста, подскажите ему :)












