
Сварочное оборудование Champion IW-200 - инструкция пользователя по применению, эксплуатации и установке на русском языке. Мы надеемся, она поможет вам решить возникшие у вас вопросы при эксплуатации техники.
Если остались вопросы, задайте их в комментариях после инструкции.
"Загружаем инструкцию", означает, что нужно подождать пока файл загрузится и можно будет его читать онлайн. Некоторые инструкции очень большие и время их появления зависит от вашей скорости интернета.











22
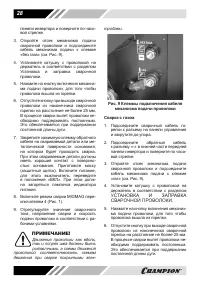
Для подключения газового баллона не
-
обходимо:
• снять защитный колпак вентиля и не
-
много продуть баллон, убедившись
в наличии защитного газа и чистоте
выпускного канала;
• установить требуемый для защитного
газа редуктор и убедиться в плотности
соединения баллона и газового ре
-
дуктора, при необходимости очистить
резьбовую часть от загрязнения;
• присоединить газовый шланг к балло
-
ну и затянуть его хомутами, продуть
баллон, убедившись в отсутствии гря
-
зи в газовом шланге;
• убедиться в отсутствии утечек газа
при открытом вентиле газового
баллона;
• подключить газовый шланг к свароч
-
ному инвертору.
Расход защитного газа устанавливается,
исходя из требования обеспечения пол
-
ной защиты металла шва от воздействия
кислорода. Ориентировочно его можно
принять как 10-12 диаметров проволоки
в литрах в минуту. При сварке алюминия
плавящимся электродом в инертном газе
устанавливаются несколько большие
значения расхода газа из-за высокой
окисляемости материала; при смесях
аргона и гелия - значительно большие,
вследствие невысокой плотности гелия.
ВЫБОР СВАРОЧНОЙ ПРОВОЛОКИ
И СВАРОЧНОГО ТОКА
Основные виды электродной проволоки,
применяемые при сварке в газовой среде
с внешним подводом газа: стальная, из
нержавеющей стали; алюминиевая. Так
-
же может использоваться проволока из
различных сплавов.
Проволока, применяемая в сварочных
полуавтоматах Champion, имеет диаметр
от 0,6 мм до 1,0 мм. Минимальная тол
-
щина свариваемого металла 1-1,5мм.
Если применяется самозащитная порош
-
ковая проволока с флюсом, то примене-
ние газа не требуется. Проволока внутри
полая и в этой пустоте находится специ
-
альный флюс. Флюс сгорает в электриче
-
ской дуге и образует защитную газовую
среду, которая предотвращает контакт
расплавленного металла и воздуха. Та
-
кая проволока изготовляется по ГОСТ
26271-84. Проволока порошковая для
дуговой сварки углеродистых и низколе
-
гированных сталей. Общие технические
условия.
Активированная сварочная проволока
также имеет в своем составе порошкоо
-
бразные добавки. Однако их количество
значительно меньше и составляет 5–7%
от общей массы проволоки. Наибольшее
распространение получили проволо
-
ки с введением активирующих добавок
в центральный канал. Активированные
проволоки предназначены в основном
для сварки в углекислом газе и его сме
-
сях.
По ГОСТ 2246-70 используют следующие
виды стальной холоднотянутой электро
-
дной проволоки по материалу изготов
-
ления: из низкоуглеродистой стали; из
легированной стали; из высоколегиро
-
ванной стали. По виду поверхности про
-
волока из низкоуглеродистой и легиро
-
ванной стали может быть омедненной
и не омеднённой.
При сварке в инертных газах обычно ис
-
пользуют проволоку того же химического
состава, что и свариваемый материал.
При сварке в углекислом газе, как прави
-
ло, применяют проволоку с повышенным
содержанием раскислителей и легирую
-
щих элементов.
Основная задача при выборе комбина
-
ции проволоки, сварочного тока и защит-
ного газа состоит в обеспечении близких
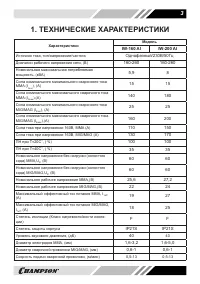
Характеристики

Остались вопросы?Не нашли свой ответ в руководстве или возникли другие проблемы? Задайте свой вопрос в форме ниже с подробным описанием вашей ситуации, чтобы другие люди и специалисты смогли дать на него ответ. Если вы знаете как решить проблему другого человека, пожалуйста, подскажите ему :)












