
Сварочное оборудование Champion IW-200 - инструкция пользователя по применению, эксплуатации и установке на русском языке. Мы надеемся, она поможет вам решить возникшие у вас вопросы при эксплуатации техники.
Если остались вопросы, задайте их в комментариях после инструкции.
"Загружаем инструкцию", означает, что нужно подождать пока файл загрузится и можно будет его читать онлайн. Некоторые инструкции очень большие и время их появления зависит от вашей скорости интернета.










27
Нельзя резко тушить дугу в конце шва
или убирать горелку от конечного кратера.
В первую очередь при сваривании толстых
листов, где в наплавленных валиках боль
-
шого объема могут возникнуть глубокие
кратеры, рекомендуется медленно отво
-
дить дугу от ванны.
Горелка наклоняется на 10°-20° в направ
-
лении сваривания и ведется слегка воло
-
чащим или колющим движениями. Рассто
-
яние между горелкой и изделием должно
быть таким, чтобы расстояние между сво
-
бодным концом электрода (нижней кром
-
кой токоподводящего мундштука) и точкой
соприкосновения дуги и изделия составля
-
ло примерно 10-12 диаметров проволоки.
При слишком сильном наклоне горелки
существует опасность всасывания воз-
духа в защитный газ. Колющее движение
горелки обычно используется при сварке
массивной проволокой, волочащее - при
использовании порошковой проволоки со
шлакообразующим покрытием.
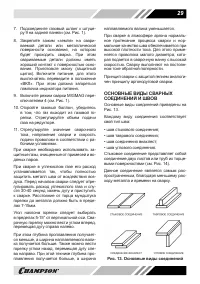
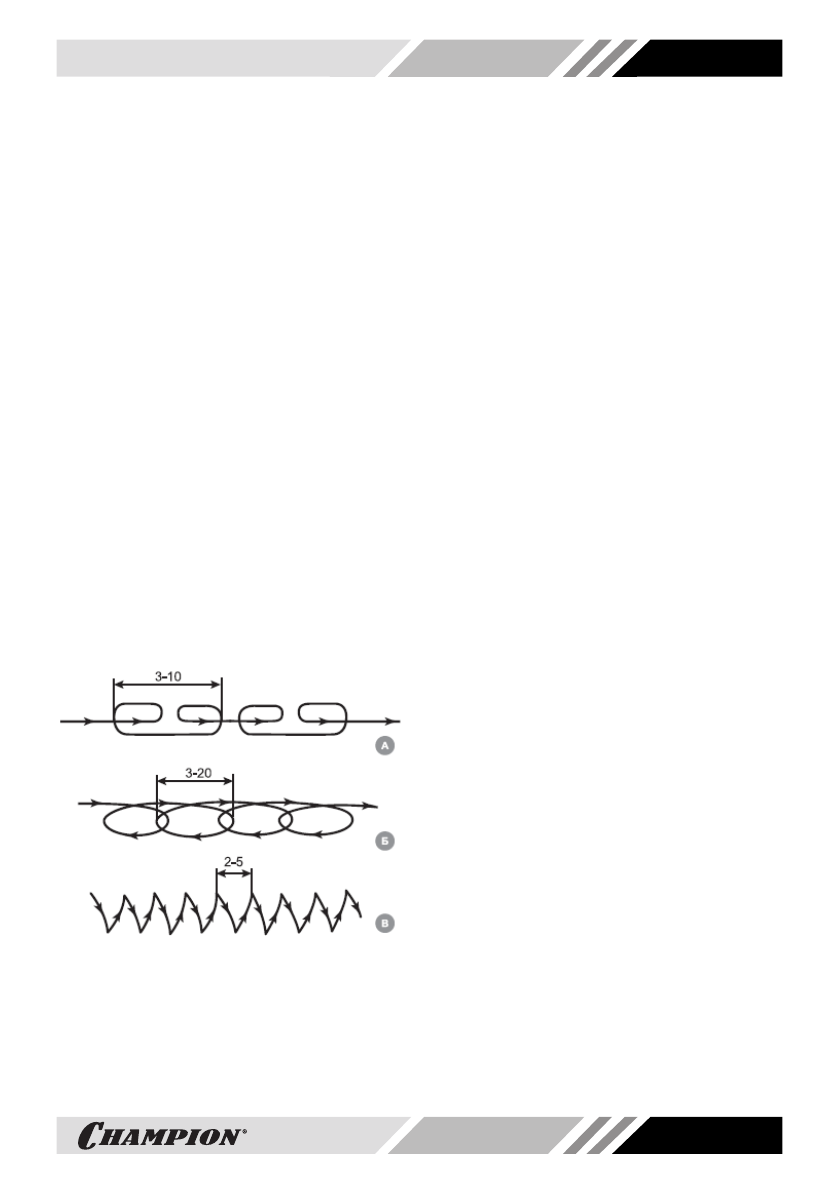
Схемы перемещения электрода при сварке
в защитных газах представлены на Рис. 8.
Рис. 8 Схемы перемещения электрода
при сварке в защитных газах
А - возвратно-поступательное; Б - по вытянутой
спирали; В - с поперечными колебаниями
Настройка силы тока и скорости подачи
проволоки
Перед выполнением сварочных работ, под
-
соединить зажимную клемму обратного
кабеля к свариваемому изделию, нажать
кнопку на горелке. Для подбора оптималь
-
ного режима необходимо настроить полу
-
автомат на ненужных деталях. Настройки
проводить, используя различные регули
-
ровки силы тока и скорости подачи прово
-
локи для получения требуемых результа
-
тов.
При обрыве дуги необходимо увеличить
скорость подачи проволоки и уменьшить
сварочный ток. При ударах проволоки
о свариваемый материал уменьшите ско
-
рость подачи проволоки, увеличьте свароч
-
ный ток.
Необходимо помнить, что к каждому типу
проволоки надо подбирать соответству
-
ющие значения тока и скорости подачи
проволоки. Для самых тяжелых отрезков
сварки, которые занимают большие про
-
межутки времени, необходимо провести
несколько настроек режимов работы и ис
-
пользованием проволоки разных диаме
-
тров, чтобы подобрать наиболее соответ
-
ствующий материалу сварочный процесс
для диагностирования сварочного шва по
внешнему виду.
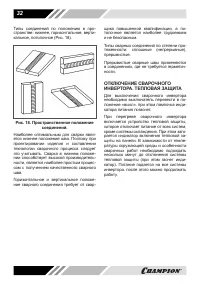
Разделка кромок зависит от толщины сва
-
риваемого металла и выбирается по ГОСТ
14771-76.
Скорость подачи проволоки зависит от сва
-
рочного тока и напряжения. Практически
она устанавливается так, чтобы процесс
горения протекал устойчиво при удовлет
-
ворительном формировании шва и незна
-
чительном разбрызгивании шва.
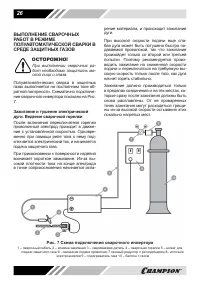
Сварка без газа (самозащитными
порошковыми проволоками)
1. Подсоедините сварочный кабель горел
-
ки к разъему на панели управления и закру
-
тите до упора.
2. Подсоедините
обратный
кабель
к разъему «+» в нижней части передней
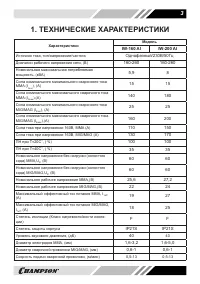
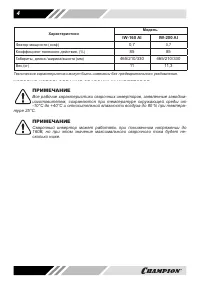
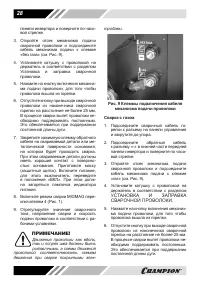
Характеристики

Остались вопросы?Не нашли свой ответ в руководстве или возникли другие проблемы? Задайте свой вопрос в форме ниже с подробным описанием вашей ситуации, чтобы другие люди и специалисты смогли дать на него ответ. Если вы знаете как решить проблему другого человека, пожалуйста, подскажите ему :)












