СВАРОГ PRO MIG 200 SYNERGY (N229) - инструкции и руководства

Сварочное оборудование СВАРОГ PRO MIG 200 SYNERGY (N229) - инструкции пользователя по применению, эксплуатации и установке на русском языке читайте онлайн в формате pdf
Инструкции:
Инструкция по эксплуатации СВАРОГ PRO MIG 200 SYNERGY (N229)


Краткое содержание
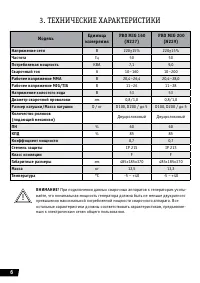
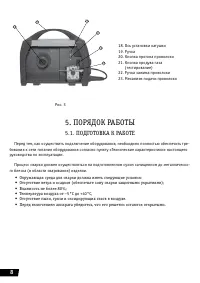
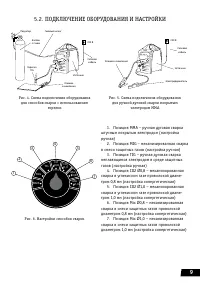
СОДЕРЖАНИЕ 1. ОБЩЕЕ ОПИСАНИЕ 4 2. МЕРЫ ПРЕДОСТОРОЖНОСТИ 4 3. ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ 6 4. ВНЕШНИЙ ВИД АППАРАТА 7 5. ПОРЯДОК РАБОТЫ 8 6. ВОЗМОЖНЫЕ НЕИСПРАВНОСТИ И СПОСОБЫ ИХ УСТРАНЕНИЯ 13 7. ХРАНЕНИЕ И ТРАНСПОРТИРОВКА 13
3 Благодарим вас за то, что вы выбрали сварочное оборудование торговой марки «СВАРОГ», созданное в соответствии с принципами безопасности и надежности. Высококачественные материалы, используемые при изготовлении этих сварочных аппаратов, гарантируют полную надежность и простоту в техническом обслужи...
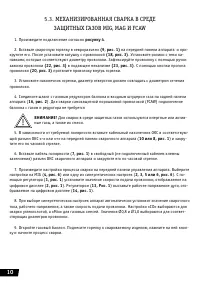
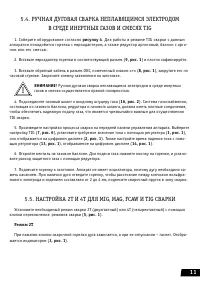
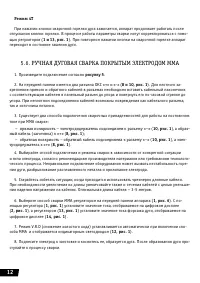
4 1. ОБЩЕЕ ОПИСАНИЕ Аппараты MIG 160 PRO (N227) и MIG 200 PRO (N229) – универсальные инверторные источники постоянного сварочного тока компактного исполнения. Основные способы сварки, доступные на данном оборудовании: – механизированная сварка в среде защитных газов и смесях (MIG и MAG); – механизир...
СВАРОГ Сварочное оборудование Инструкции
-
 СВАРОГ REAL ARC 160
Инструкция по эксплуатации
СВАРОГ REAL ARC 160
Инструкция по эксплуатации
-
 СВАРОГ REAL ARC 200
Инструкция по эксплуатации
СВАРОГ REAL ARC 200
Инструкция по эксплуатации
-
 СВАРОГ REAL ARC 200 BLACK
Инструкция по эксплуатации
СВАРОГ REAL ARC 200 BLACK
Инструкция по эксплуатации
-
 СВАРОГ REAL SMART ARC 200
Инструкция по эксплуатации
СВАРОГ REAL SMART ARC 200
Инструкция по эксплуатации
-
 СВАРОГ REAL ARC 220
Инструкция по эксплуатации
СВАРОГ REAL ARC 220
Инструкция по эксплуатации
-
 СВАРОГ REAL SMART ARC 220
Инструкция по эксплуатации
СВАРОГ REAL SMART ARC 220
Инструкция по эксплуатации
-
 СВАРОГ REAL ARC 250
Инструкция по эксплуатации
СВАРОГ REAL ARC 250
Инструкция по эксплуатации
-
 СВАРОГ REAL MIG 200 (N24002N)
Инструкция по эксплуатации
СВАРОГ REAL MIG 200 (N24002N)
Инструкция по эксплуатации
-
 СВАРОГ REAL SMART MIG 200 (N2A5)
Инструкция по эксплуатации
СВАРОГ REAL SMART MIG 200 (N2A5)
Инструкция по эксплуатации
-
 СВАРОГ REAL ARC 250 D
Инструкция по эксплуатации
СВАРОГ REAL ARC 250 D
Инструкция по эксплуатации
-
 СВАРОГ REAL SMART MIG 200 BLACK (N2A5)
Инструкция по эксплуатации
СВАРОГ REAL SMART MIG 200 BLACK (N2A5)
Инструкция по эксплуатации
-
 СВАРОГ REAL TIG 200 P AC/DC (E20101)
Инструкция по эксплуатации
СВАРОГ REAL TIG 200 P AC/DC (E20101)
Инструкция по эксплуатации
-
 СВАРОГ REAL ARC 500
Инструкция по эксплуатации
СВАРОГ REAL ARC 500
Инструкция по эксплуатации
-
 СВАРОГ MIG 250 "TECH" (N257)
Инструкция по эксплуатации
СВАРОГ MIG 250 "TECH" (N257)
Инструкция по эксплуатации
-
 СВАРОГ TECH TIG 315 P DSP AC/DC (E106)
Инструкция по эксплуатации
СВАРОГ TECH TIG 315 P DSP AC/DC (E106)
Инструкция по эксплуатации
-
 СВАРОГ MIG 350 "TECH" (N258)
Инструкция по эксплуатации
СВАРОГ MIG 350 "TECH" (N258)
Инструкция по эксплуатации
-
 СВАРОГ TECH MIG 3500 (N222)
Инструкция по эксплуатации
СВАРОГ TECH MIG 3500 (N222)
Инструкция по эксплуатации
-
 СВАРОГ TIG 500 P DSP AC/DC (J1210)
Инструкция по эксплуатации
СВАРОГ TIG 500 P DSP AC/DC (J1210)
Инструкция по эксплуатации
-
 СВАРОГ CUT 45 "PRO" (L202)
Инструкция по эксплуатации
СВАРОГ CUT 45 "PRO" (L202)
Инструкция по эксплуатации
-
 СВАРОГ CUT 160 (L307)
Инструкция по эксплуатации
СВАРОГ CUT 160 (L307)
Инструкция по эксплуатации