Страница 3 - СОДЕРЖАНИЕ
СОДЕРЖАНИЕ 1. УКАЗАНИЯ ПО ИСПОЛЬЗОВАНИЮ РУКОВОДСТВА ПО ЭКСПЛУАТАЦИИ 5 2. ДЕКЛАРАЦИЯ СООТВЕТСТВИЯ 5 3. ОБЩЕЕ ОПИСАНИЕ 3.1. Общее описание оборудования 6 7 4. МЕРЫ БЕЗОПАСНОСТИ 4.1. Условия эксплуатации аппарата 4.2. Меры безопасности при проведении сварочных работ 4.3. Пожаровзрывобезопасность 4.4. М...
Страница 5 - пользованием оборудования.; ОБРАТИТЬ ВНИМАНИЕ! Особенности, требующие повышенного внимания; ДЕКЛАРАЦИЯ СООТВЕТСТВИЯ
5 REAL SMART MIG 200 1. УКАЗАНИЯ ПО ИСПОЛЬЗОВАНИЮ РУКОВОДСТВА ПО ЭКСПЛУАТАЦИИ Пожалуйста, внимательно ознакомьтесь с данным руководством перед установкой и ис- пользованием оборудования. Руководство является неотъемлемой частью оборудования и должно сопровождать его при изменении местоположения или ...
Страница 6 - одном из ведущих мировых производителей.
6 3. ОБЩЕЕ ОПИСАНИЕ Сварочное оборудование ТМ «Сварог» изготавливается на заводе Shenzhen Jasic Technology – одном из ведущих мировых производителей. Shenzhen Jasic Technology более 10 лет занимается разработкой и производством свароч- ного оборудования. В настоящий момент компания располагает четыр...
Страница 7 - позволяет использовать аппарат для широкого перечня задач.; Параметры для ММА сварки:
7 REAL SMART MIG 200 3.1. ОБЩЕЕ ОПИСАНИЕ ОБОРУДОВАНИЯ Инверторный сварочный аппарат REAL SMART MIG 200 (N2A5) – далее по тексту «аппарат» – предназначен для полуавтоматической сварки в среде защитных газов (MIG/MAG), сварки по-рошковой проволокой (FCAW), ручной дуговой сварки покрытым электродом (ММ...
Страница 8 - подзарядки батарей или аккумуляторов, запуска двигателей.; МЕРЫ БЕЗОПАСНОСТИ ПРИ ПРОВЕДЕНИИ СВАРОЧНЫХ РАБОТ
8 4. МЕРЫ БЕЗОПАСНОСТИ При неправильной эксплуатации аппарата процесс сварки представляет собой опасность для рабочего и людей, находящихся в пределах или рядом с рабочей зоной. При эксплуатации аппарата и последующей его утилизации необходимо соблюдать требо- вания действующих государственных и рег...
Страница 9 - МЕРЫ БЕЗОПАСНОСТИ ПРИ РАБОТЕ С ГАЗОВЫМИ БАЛЛОНАМИ; дотвращения их падения.
9 REAL SMART MIG 200 • Излучение сварочной дуги опасно для глаз и кожи. При сварке используйте сварочную маску, защитные очки и специальную одежду с длинными рукавами вместе с перчатками и головным убором. Одежда должна быть прочной, подходящей по размеру, из негорючего материала. Используйте прочну...
Страница 11 - ВНИМАНИЕ! Несмотря на защиту корпуса аппарата от попадания влаги,
11 REAL SMART MIG 200 • Соблюдайте требования по ограничению включения высокомощного оборудования и требования к параметрам питающей сети. Возможно использование дополнительных средств защиты, например, сетевых фильтров. • Не закручивайте сварочные провода вокруг себя или вокруг оборудования. Будьте...
Страница 12 - ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ; Наименование параметра
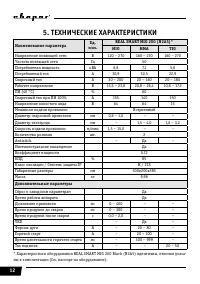
12 5. ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ Наименование параметра Ед. изм. REAL SMART MIG 200 (N2A5)* MIG MMA TIG Напряжение питающей сети В 120 – 270 160 – 270 160 – 270 Частота питающей сети Гц 50 Потребляемая мощность кВА 6,8 7,1 5,0 Потребляемый ток А 30,9 32,5 22,9 Сварочный ток А 30 – 200 20 – 160 20 – ...
Страница 13 - На рисунке 6.1 показан вид аппарата спереди и сзади.
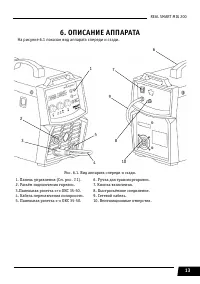
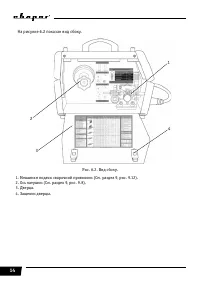
13 REAL SMART MIG 200 6. ОПИСАНИЕ АППАРАТА На рисунке 6.1 показан вид аппарата спереди и сзади. Рис. 6.1. Вид аппарата спереди и сзади. 1. Панель управления (См. рис. 7.1). 2. Разъём подключения горелки. 3.Панельная розетка «+» ОКС 35-50. 4. Кабель переключения полярности. 5. Панельная розетка «-» О...
Страница 15 - ОПИСАНИЕ ФУНКЦИОНИРОВАНИЯ; На рисунке 7.1 показана передняя панель аппарата.
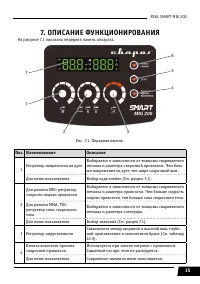
15 REAL SMART MIG 200 7. ОПИСАНИЕ ФУНКЦИОНИРОВАНИЯ На рисунке 7.1 показана передняя панель аппарата. Рис. 7.1. Передняя панель. Поз. Наименование Описание 1 Регулятор напряжения на дуге Выбирается в зависимости от толщины свариваемого металла и диаметра сварочной проволоки. Чем боль-ше напряжение на...
Страница 16 - На рисунке 7.2 показан экран параметров аппарата.
16 5 Кнопка выбора режима работы сварочной горелкой: 2Т Двухтактный режим (рекомендуется использовать при длине сварного шва до 500 мм). 4Т Четырехтактный режим (рекомендуется применять при длине сварного шва свыше 500 мм). Для меню пользователя Вход/выход меню пользователя (См. раздел 7.1). 6 Кнопк...
Страница 20 - Для выхода из меню пользователя
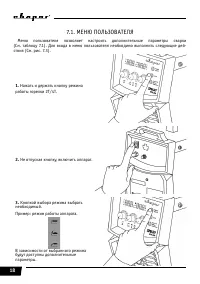
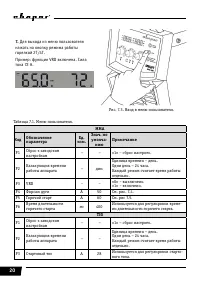
20 7. Для выхода из меню пользователя нажать на кнопку режима работы горелкой 2T/4T.Пример: функция VRD включена. Сила тока 72 А. Рис. 7.3. Вход в меню пользователя. Таблица 7.1. Меню пользователя. MMA Код Обозначение параметра Ед. изм. Знач. по умолча- нию Примечание Р1 Сброс к заводским настройкам...
Страница 21 - MIG
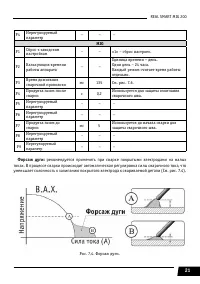
21 REAL SMART MIG 200 Р4 Нерегулируемый параметр – – – MIG Р1 Сброс к заводским настройкам – – «1» – сброс настроек. Р2 Калькуляция времени работы аппарата – – Единица времени – день. Один день – 24 часа. Каждый режим считает время работы отдельно. Р3 Время дожигания сварочной проволоки мс 135 См. р...
Страница 22 - Дожигание проволоки:; регулирует вылет проволоки относительно сварочного наконеч-
22 Горячий старт: для обеспечения лучшего поджига дуги в начале сварки инвертор автома- тически повышает сварочный ток. Это позволяет значительно облегчить начало сварочного процесса (См. рис. 7.5). Рис. 7.5. Горячий старт. Дожигание проволоки: регулирует вылет проволоки относительно сварочного нако...
Страница 23 - поломки оборудования.; ВНИМАНИЕ! Не переносите сварочный аппарат грузоподъёмными меха-; ПОРЯДОК УСТАНОВКИ ОБОРУДОВАНИЯ ОТ СТЕН; ухудшить охлаждение и уменьшить ПН аппарата.
23 REAL SMART MIG 200 8. ПОРЯДОК УСТАНОВКИ И ПЕРЕНОСКИ ОБОРУДОВАНИЯ Соблюдайте основные правила установки и переноски во избежание получения травм и поломки оборудования. 8.1. ПОРЯДОК ПЕРЕНОСКИ ОБОРУДОВАНИЯ ВНИМАНИЕ! Не переносите сварочный аппарат грузоподъёмными меха- низмами. Используйте ручку дл...
Страница 24 - ПОРЯДОК УСТАНОВКИ ОБОРУДОВАНИЯ НА ПОВЕРХНОСТИ; ВНИМАНИЕ! Не превышайте угол наклона в 15 ° во избежание опроки-; ОСНОВНЫЕ ПРАВИЛА ПОДКЛЮЧЕНИЯ ОБОРУДОВАНИЯ К; Правильно
24 8.3. ПОРЯДОК УСТАНОВКИ ОБОРУДОВАНИЯ НА ПОВЕРХНОСТИ ВНИМАНИЕ! Не превышайте угол наклона в 15 ° во избежание опроки- дывания. Не устанавливайте оборудование на плохо закреплённых по- верхностях. Рис. 8.3. Установка оборудования на поверхности. 8.4. ОСНОВНЫЕ ПРАВИЛА ПОДКЛЮЧЕНИЯ ОБОРУДОВАНИЯ К ЭЛЕКТ...
Страница 25 - Подсоедините сетевой кабель к элек-
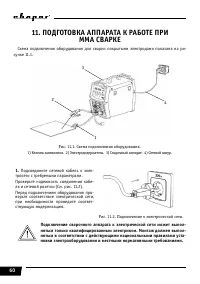
25 REAL SMART MIG 200 9. ПОДГОТОВКА АППАРАТА К РАБОТЕ ДЛЯ MIG/MAG И FCAW СВАРКИ Схема подключения аппарата для MIG/MAG и FCAW сварки показана на рисунке 9.1. Рис. 9.1. Схема подключения оборудования. 1) Горелка. 2) Баллон. 3) Редуктор. 4) Газовый шланг. 5) Сетевой кабель. 6) Сварочный аппарат. 7) Ка...
Страница 26 - Артикул
26 9.2. ПОДКЛЮЧЕНИЕ ГАЗОВОГО ШЛАНГА Подсоедините газовый шланг к газовому разъёму аппарата (См. рис. 9.4) и к газо-вому редуктору, присоединенному к бал-лону.Для подключения используйте быстро-съёмное соединение (См. рис. 9.5). Рис. 9.4. Подключение газового шланга. Ø , мм Артикул 6 IZT8095 8 IZT809...
Страница 27 - ВНИМАНИЕ! При неплотном подсоединении кабелей возможны выгора-
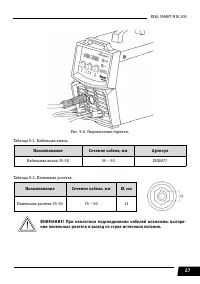
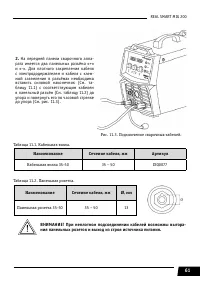
27 REAL SMART MIG 200 Рис. 9.6. Подключение горелки. Таблица 9.1. Кабельная вилка. Наименование Сечение кабеля, мм Артикул Кабельная вилка 35-50 35 – 50 ISQ0077 Таблица 9.2. Панельная розетка. Наименование Сечение кабеля, мм Ø , мм Панельная розетка 35-50 35 – 50 13 ВНИМАНИЕ! При неплотном подсоедин...
Страница 31 - Механизм подачи проволоки показан на рисунке 9.12.
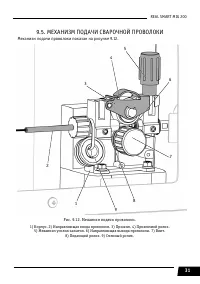
31 REAL SMART MIG 200 9.5. МЕХАНИЗМ ПОДАЧИ СВАРОЧНОЙ ПРОВОЛОКИ Механизм подачи проволоки показан на рисунке 9.12. Рис. 9.12. Механизм подачи проволоки. 1) Корпус. 2) Направляющая входа проволоки. 3) Прижим. 4) Прижимной ролик. 5) Механизм усилия зажатия. 6) Направляющая выхода проволоки. 7) Винт. 8)...
Страница 32 - ПОРЯДОК ЗАПРАВКИ СВАРОЧНОЙ ПРОВОЛОКИ
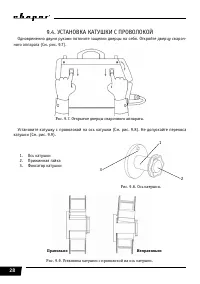
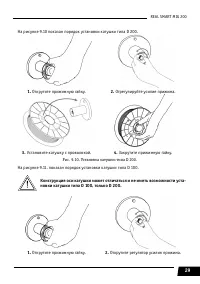
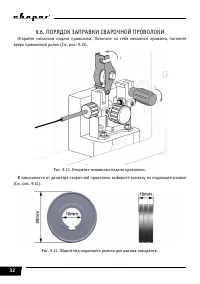
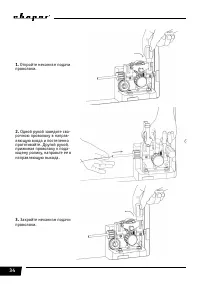
32 9.6. ПОРЯДОК ЗАПРАВКИ СВАРОЧНОЙ ПРОВОЛОКИ Откройте механизм подачи проволоки. Потяните на себя механизм прижима, потяните вверх прижимной ролик (Cм. рис. 9.13). Рис. 9.13. Открытие механизма подачи проволоки. В зависимости от диаметра сварочной проволоки выберите канавку на подающем ролике (Cм. р...
Страница 36 - Не допускайте перекос дверцы во избежание поломки петель.
36 Одновременно двумя руками потяните защелки дверцы на себя и закройте дверцу свароч- ного аппарата (См. рис. 9.17). Не допускайте перекос дверцы во избежание поломки петель. Рис. 9.17. Закрытие дверцы сварочного аппарата. 9.7. НАСТРОЙКА АППАРАТА Выберите режим сварки MIG (См. рис. 9.18).Установите...
Страница 37 - выбирается в; Индуктивность
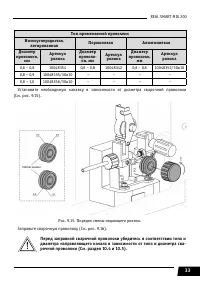
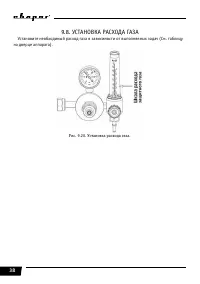
37 REAL SMART MIG 200 Установите необходимые параметры сварки (См. рис. 9.19) Скорость подачи сварочной проволоки выбирается в зависимости от толщи-ны свариваемого металла и диаметра проволоки. Чем больше скорость подачи проволоки, тем больше сила сварочного тока. Напряжение на дуге выбирается в зав...
Страница 39 - и FCAW СВАРКИ; проволока – горелка подсоединена в разъём «-».
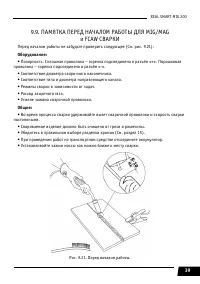
39 REAL SMART MIG 200 9.9. ПАМЯТКА ПЕРЕД НАЧАЛОМ РАБОТЫ ДЛЯ MIG/MAG и FCAW СВАРКИ Перед началом работы не забудьте проверить следующее (См. рис. 9.21): Оборудование: • Полярность. Сплошная проволока – горелка подсоединена в разъём «+». Порошковая проволока – горелка подсоединена в разъём «-». • Соот...
Страница 40 - Краткое обозначение способов сварки:; СМЕНА ПОЛЯРНОСТИ
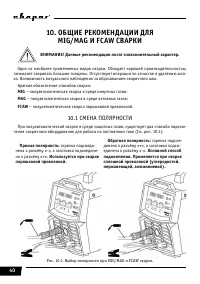
40 10. ОБЩИЕ РЕКОМЕНДАЦИИ ДЛЯ MIG/MAG И FCAW СВАРКИ ВНИМАНИЕ! Данные рекомендации носят ознакомительный характер. Один из наиболее применяемых видов сварки. Обладает хорошей производительностью, позволяет сваривать большие толщины. Отсутствуют операции по зачистке и удалению шла-ка. Возможность визу...
Страница 41 - ГОРЕЛКА ДЛЯ ПОЛУАВТОМАЧЕСКОЙ СВАРКИ; локи от сварочного аппарата к свариваемому изделию.; ВНИМАНИЕ! Не превышайте ПН горелки во избежание ее перегрева.; ние
41 REAL SMART MIG 200 10.2. ГОРЕЛКА ДЛЯ ПОЛУАВТОМАЧЕСКОЙ СВАРКИ Горелка представляет собой узел, обеспечивающий передачу тока, защитного газа и прово- локи от сварочного аппарата к свариваемому изделию. При нажатии кнопки горелки подается газ и ток; внутри коаксиального кабеля по направ- ляющему кан...
Страница 42 - РАСХОДНЫЕ МАТЕРИАЛЫ ДЛЯ СВАРОЧНЫХ ГОРЕЛОК
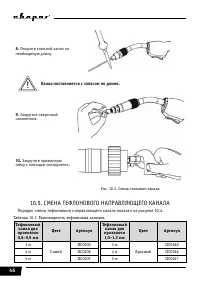
42 Рис. 10.2. Схема горелки для MIG сварки. 1. Сопло (См. таблицу 10.2).2. Сварочный наконечник (См. таблицу 10.3, 10.4).3. Вставка под наконечник.4. Спираль к соплу.5. Гусак.6. Рукоятка.7. Кнопка.8. Кольцо. 9. Пружина.10. Коаксиальный кабель.11. Направляющий канал (См. таблицу 10.6, 10.7).12. Пружи...
Страница 44 - ходимо заменить на тефлоновый.; СМЕНА СТАЛЬНОГО НАПРАВЛЯЮЩЕГО КАНАЛА; Открутите сварочный
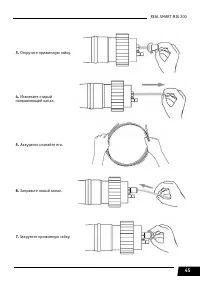
44 Таблица 10.5. Применение сварочных наконечников. Наименование Тип применяемой проволоки E-CU Омедненная CU-CR-ZR Нержавеющая E-CU-AL Алюминиевая Перед началом сварки при изменении диаметра или марки проволоки не- обходимо заменить токоподводящий наконечник и направляющий канал. При использовании ...
Страница 46 - Канал поставляется с запасом по длине.; СМЕНА ТЕФЛОНОВОГО НАПРАВЛЯЮЩЕГО КАНАЛА
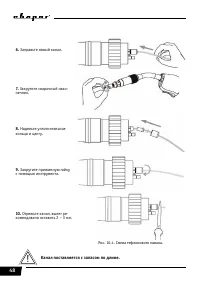
46 8. Откусите стальной канал на необходимую длину. Канал поставляется с запасом по длине. 9. Закрутите сварочный наконечник. 10. Закрутите прижимную гайку с помощью инструмента. Рис. 10.3. Смена стального канала. 10.5. СМЕНА ТЕФЛОНОВОГО НАПРАВЛЯЮЩЕГО КАНАЛА Порядок смены тефлонового направляющего к...
Страница 54 - ВЛИЯНИЕ ВЫЛЕТА ПРОВОЛОКИ НА ФОРМУ СВАРОЧНОГО ШВА
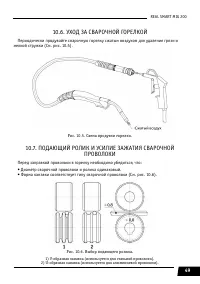
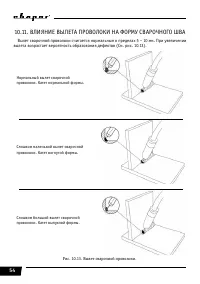
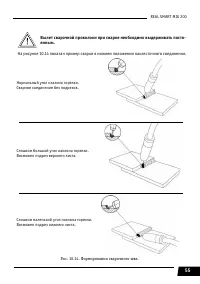
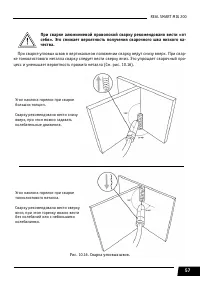
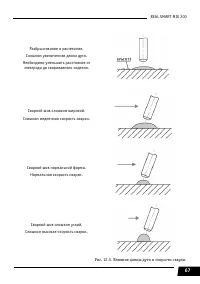
54 10.11. ВЛИЯНИЕ ВЫЛЕТА ПРОВОЛОКИ НА ФОРМУ СВАРОЧНОГО ШВА Вылет сварочной проволоки считается нормальным в пределах 5 – 10 мм. При увеличении вылета возрастает вероятность образования дефектов (См. рис. 10.13). Нормальный вылет сварочной проволоки. Катет нормальной формы. Слишком маленький вылет св...
Страница 62 - Включите сварочный аппарат
62 Выбирайте способ подключения и режимы сварки в зависимости от конкретной ситуации и типа электрода, согласно рекомендациям производителя материалов или требованиям тех- нологического процесса (См. раздел 12). Неправильное подключение оборудования может вызвать нестабильность горения дуги, разбрыз...
Страница 64 - ПАМЯТКА ПЕРЕД НАЧАЛОМ РАБОТЫ ДЛЯ ММА СВАРКИ
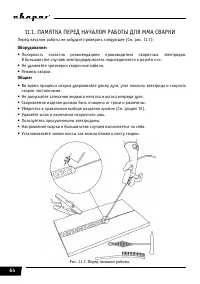
64 11.1. ПАМЯТКА ПЕРЕД НАЧАЛОМ РАБОТЫ ДЛЯ ММА СВАРКИ Перед началом работы не забудьте проверить следующее (См. рис. 11.7): Оборудование: • Полярность согласно рекомендациям производителя сварочных электродов. В большинстве случаев электрододержатель подсоединяется в разъём «+». • Не удлиняйте чрезме...
Страница 65 - ОБЩИЕ РЕКОМЕНДАЦИИ ДЛЯ ММА СВАРКИ; Данные рекомендации носят ознакомительный характер.; • касанием электрода впритык и отведением его вверх
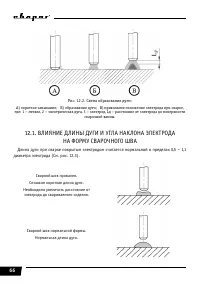
65 REAL SMART MIG 200 12. ОБЩИЕ РЕКОМЕНДАЦИИ ДЛЯ ММА СВАРКИ Данные рекомендации носят ознакомительный характер. Возбуждение дуги осуществляется при кратковременном прикосновении конца электрода к изделию и отведению его на требуемое расстояние. Технически этот процесс можно осу-ществлять двумя прием...
Страница 68 - дуги вплоть до частых кратковременных замыканий.
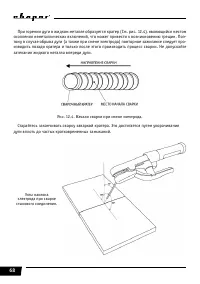
68 При горении дуги в жидком металле образуется кратер (См. рис. 12.4), являющийся местом скопления неметаллических включений, что может привести к возникновению трещин. Поэ-тому в случае обрыва дуги (а также при смене электрода) повторное зажигание следует про-изводить позади кратера и только после...
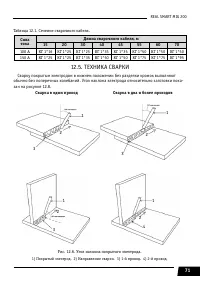
Страница 70 - дована обратная полярность.; При сварке на постоянном токе также следует учитывать эффект; электромагнитного; электрододержателя и обратный кабель.; белей с целью уменьшения падения напряжения на кабелях.; пользования кабелей 3 – 5 метровой длины.
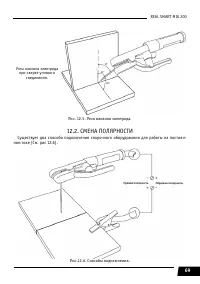
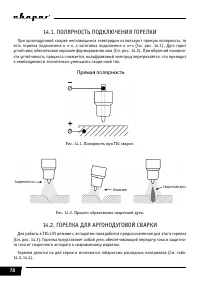
70 Прямая полярность: электрододержатель (горелка) подсоединен к разъёму «-», а заготов- ка подсоединена к разъёму «+»; Обратная полярность: заготовка подсоединена к разъёму «-», а электрододержатель (го- релка) подсоединен к разъёму «+». Выбирайте способ подключения в зависимости от конкретной ситу...
Страница 72 - ВЫБОР ПОКРЫТОГО ЭЛЕКТРОДА И РЕЖИМОВ СВАРКИ; ла при сварке в нижнем положении показана в таблице 12.2.
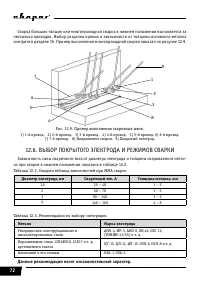
72 Сварка больших толщин или многопроходная сварка в нижнем положении выполняется за несколько проходов. Выбор разделки кромок в зависимости от толщины основного металла смотрите в разделе 15. Пример выполнения многопроходной сварки показан на рисунке 12.9. Рис. 12.9. Пример выполнения сварочных шво...
Страница 73 - ПОДГОТОВКА АППАРАТА ДЛЯ TIG LIFT СВАРКИ; При неплотном подсоединении кабелей возможны выгорания
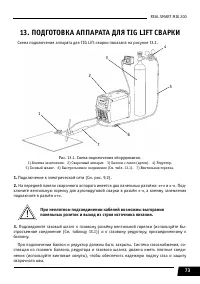
73 REAL SMART MIG 200 13. ПОДГОТОВКА АППАРАТА ДЛЯ TIG LIFT СВАРКИ Схема подключения аппарата для TIG Lift сварки показана на рисунке 13.1. Рис. 13.1. Схема подключения оборудования. 1) Клемма заземления. 2) Сварочный аппарат. 3) Баллон с газом (аргон). 4) Редуктор. 5) Газовый шланг. 6) Быстросъемное...
Страница 76 - ПАМЯТКА ПЕРЕД НАЧАЛОМ РАБОТЫ ДЛЯ TIG Lift СВАРКИ
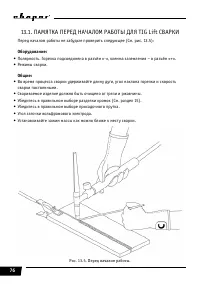
76 13.1. ПАМЯТКА ПЕРЕД НАЧАЛОМ РАБОТЫ ДЛЯ TIG Lift СВАРКИ Перед началом работы не забудьте проверить следующее (См. рис. 13.5): Оборудование: • Полярность. Горелка подсоединена в разъём «-», клемма заземления – в разъём «+».• Режимы сварки. Общие: • Во время процесса сварки удерживайте длину дуги, у...
Страница 77 - ОБЩИЕ РЕКОМЕНДАЦИИ ДЛЯ TIG LIFT СВАРКИ; Наименование показателя; и другие смеси газов.
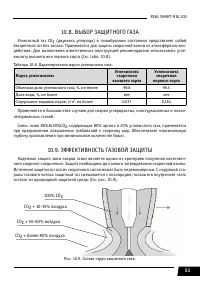
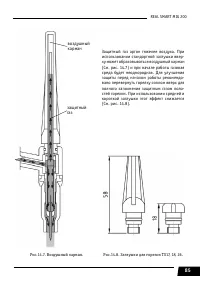
77 REAL SMART MIG 200 14. ОБЩИЕ РЕКОМЕНДАЦИИ ДЛЯ TIG LIFT СВАРКИ Аргонодуговая сварка в инертном газе неплавящимся электродом позволяет сваривать углеродистые, нержавеющие, разнородные, цветные металлы и сплавы. Основной газ, при-меняемый при TIG сварке, – это аргон. Аргон (Ar) – это инертный газ бе...
Страница 80 - РАСХОДНЫЕ МАТЕРИАЛЫ ДЛЯ СВАРОЧНЫХ ГОРЕЛОК; чения шва необходимого качества.; В таблице представлены наиболее часто используемые позиции
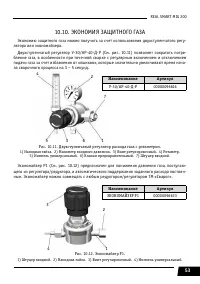
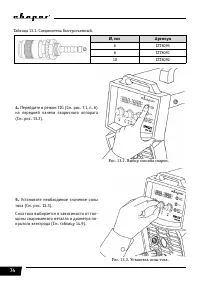
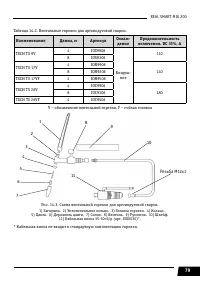
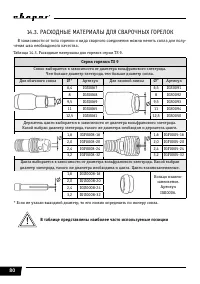
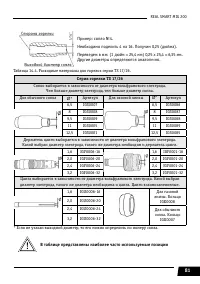
80 14.3. РАСХОДНЫЕ МАТЕРИАЛЫ ДЛЯ СВАРОЧНЫХ ГОРЕЛОК В зависимости от типа горелки и вида сварного соединения можно менять сопла для полу- чения шва необходимого качества. Таблица 14.3. Расходные материалы для горелок серии TS 9. Серия горелки TS 9 Сопло выбирается в зависимости от диаметра вольфрамов...
Страница 82 - ВОЛЬФРАМОВОГО ЭЛЕКТРОДА
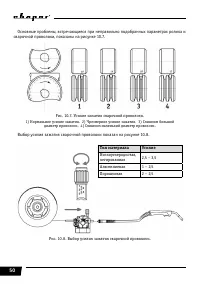
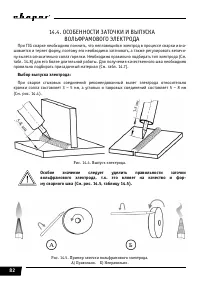
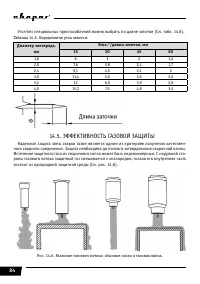
82 14.4. ОСОБЕННОСТИ ЗАТОЧКИ И ВЫПУСКА ВОЛЬФРАМОВОГО ЭЛЕКТРОДА При TIG сварке необходимо помнить, что неплавящийся электрод в процессе сварки изна- шивается и теряет форму, поэтому его необходимо затачивать, а также регулировать величи-ну вылета относительно сопла горелки. Необходимо правильно подби...
Страница 84 - мм
84 Угол без специальных приспособлений можно выбрать по длине заточки (См. табл. 14.6). Таблица 14.6. Определение угла заточки. Диаметр электрода, мм Угол,°/длина заточки, мм 15 30 45 60 1,6 6 3 2 1,4 2,0 7,6 3,8 2,4 1,7 2,4 9,1 4,5 3,1 2 3,0 11,4 5,6 3,6 2,6 3,2 12 6,0 3,9 2,8 4,0 15,2 7,5 4,8 3,5 ...
Страница 86 - Способ поджига; касанием; выполняется по аналогии с покрытым электродом. При очень; от сопла горелки; – наиболее простой способ поджига сварочной дуги
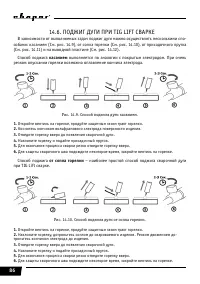
86 14.6. ПОДЖИГ ДУГИ ПРИ TIG LIFT СВАРКЕ В зависимости от выполняемых задач поджиг дуги можно осуществлять несколькими спо- собами: касанием (См. рис. 14.9), от сопла горелки (См. рис. 14.10), от присадочного прутка (См. рис. 14.11) и на выводной пластине (См. рис. 14.12). Способ поджига касанием вы...
Страница 87 - от присадочного прутка; используется, если предъявляются повышенные; Способ поджига; используется, если предъявляются повышенные
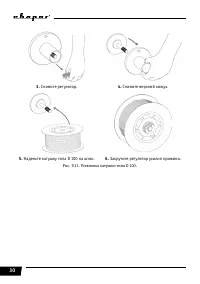
87 REAL SMART MIG 200 Способ поджига от присадочного прутка используется, если предъявляются повышенные требования к качеству сварного шва. Рис. 14.11. Способ поджига дуги от присадочного прутка. 1. Откройте вентиль на горелке, продуйте защитным газом тракт горелки. 2. Подведите присадочный пруток и...
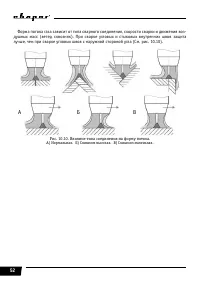
Страница 88 - ОСОБЕННОСТИ ПОЗИЦИОНИРОВАНИЯ СВАРОЧНОЙ ГОРЕЛКИ; При аргонодуговой сварке также следует не забывать про противо-
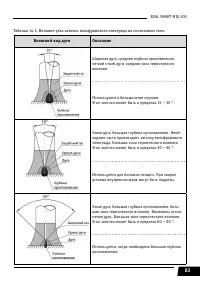
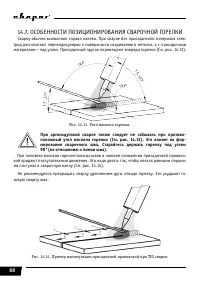
88 14.7. ОСОБЕННОСТИ ПОЗИЦИОНИРОВАНИЯ СВАРОЧНОЙ ГОРЕЛКИ Сварку обычно выполняют справа налево. При сварке без присадочного материала элек- трод располагают перпендикулярно к поверхности свариваемого металла, а с присадочным материалом – под углом. Присадочный пруток перемещают впереди горелки (См. р...
Страница 91 - ЭЛЕКТРОДА И РЕЖИМОВ СВАРКИ; составу основного металла.
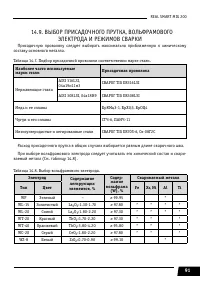
91 REAL SMART MIG 200 14.9. ВЫБОР ПРИСАДОЧНОГО ПРУТКА, ВОЛЬФРАМОВОГО ЭЛЕКТРОДА И РЕЖИМОВ СВАРКИ Присадочную проволоку следует выбирать максимально приближенную к химическому составу основного металла. Таблица 14.7. Подбор присадочной проволоки соответственно марке стали. Наиболее часто используемые ...
Страница 93 - ВЫБОР РАЗДЕЛКИ КРОМОК СВАРИВАЕМОГО МЕТАЛЛА
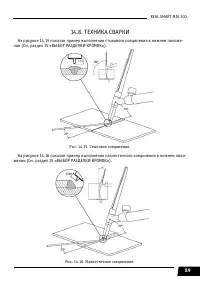
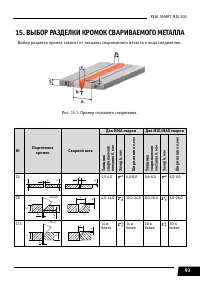
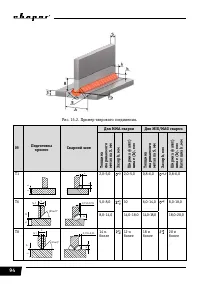
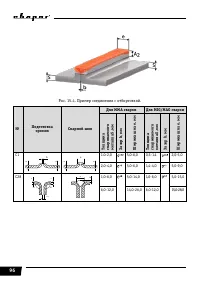
93 REAL SMART MIG 200 15. ВЫБОР РАЗДЕЛКИ КРОМОК СВАРИВАЕМОГО МЕТАЛЛА Выбор разделки кромок зависит от толщины свариваемого металла и вида соединения. Рис. 15.1. Пример стыкового соединения. № Подготовка кромок Сварной шов Для MMA сварки Для MIG/MAG сварки Толщина свариваемого металла S, мм Зазор b, ...
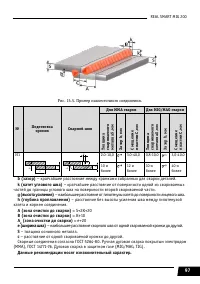
Страница 97 - – кратчайшее расстояние от поверхности одной из свариваемых
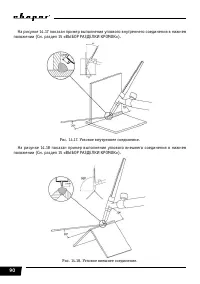
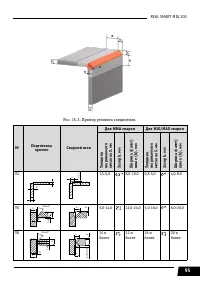
97 REAL SMART MIG 200 Рис. 15.5. Пример нахлесточного соединения. № Подготовка кромок Сварной шов Для MMA сварки Для MIG/MAG сварки Толщина свариваемого металла S, мм Зазор b, мм Смещение пластин C, мм Толщина свариваемого металла S, мм Зазор b, мм Смещение пластин C, мм Н1 s с b s k k b 2,0-10,0 3,...
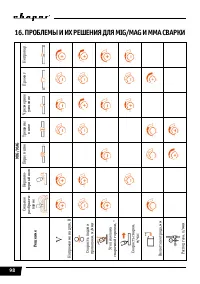
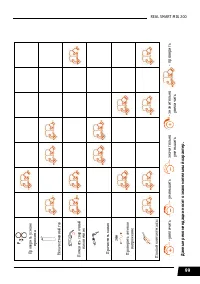
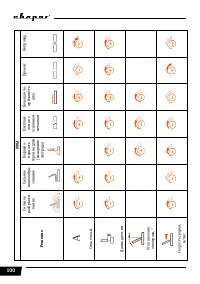
Страница 98 - ПРОБЛЕМЫ И ИХ РЕШЕНИЯ ДЛЯ MIG/MAG И MMA СВАРКИ
98 16. ПРОБЛЕМЫ И ИХ РЕШЕНИЯ ДЛЯ MIG/MAG И MMA СВАРКИ MIG/MA G Решение Сильное ра збрызги - вание Неравно - мерный шов Поры в шве Трещины в шве Чрезмерное у силение Прожиг Непровар Напряжение на дуг е, В Ск орос ть пода чи проволоки, м/мин Уг ол наклона сваро чной г орелки, ° Ск орос ть сварки, м/ча...
Страница 102 - КОНТРОЛЬ КАЧЕСТВА СВАРНОГО СОЕДИНЕНИЯ; собами, не прибегая к лабораторным испытаниям.
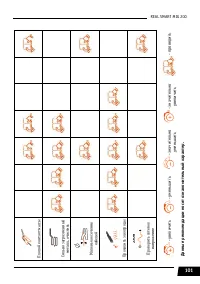
102 17. КОНТРОЛЬ КАЧЕСТВА СВАРНОГО СОЕДИНЕНИЯ Данные рекомендации носят ознакомительный характер. Прочностные характеристики и структуру сварного шва можно проверить простыми спо- собами, не прибегая к лабораторным испытаниям. 17.1. ПРОВЕРКА СОЕДИНЕНИЯ НА ИЗЛОМ Данное испытание позволяет проверить с...
Страница 103 - ПРОВЕРКА СОЕДИНЕНИЯ С ПОМОЩЬЮ МАКРОШЛИФОВ; Состав для травления:
103 REAL SMART MIG 200 17.2. ПРОВЕРКА СОЕДИНЕНИЯ С ПОМОЩЬЮ МАКРОШЛИФОВ Металлографическому исследованию подвергаются стыковые, тавровые и угловые соеди- нения для выявления возможных внутренних дефектов, а также для установления глубины проплавления и структуры металла шва. Шлифование производят пос...
Страница 104 - ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ; Для выполнения технического обслуживания требуется; Периодичность; Общие рекомендации
104 18. ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ ВНИМАНИЕ! Для выполнения технического обслуживания требуется обладать профессиональными знаниями в области электрики и знать правила техники безопасности. Специалисты должны иметь допуски к проведению таких работ. Периодичность Мероприятия по техническому обслуживани...
Страница 105 - УСТРАНЕНИЕ НЕПОЛАДОК; ВНИМАНИЕ! Ремонт данного сварочного оборудования в случае; Неисправность
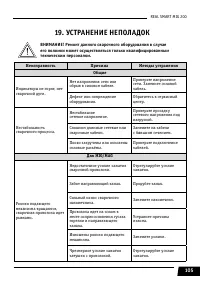
105 REAL SMART MIG 200 19. УСТРАНЕНИЕ НЕПОЛАДОК ВНИМАНИЕ! Ремонт данного сварочного оборудования в случае его поломки может осуществляться только квалифицированным техническим персоналом. Неисправность Причина Методы устранения Общие Индикаторы не горят, нет сварочной дуги. Нет напряжения сети или о...
Страница 110 - Внимание! Перед использованием изделия ВНИМАТЕЛЬНО изучите раз-
110 22. ТРАНСПОРТИРОВКА Аппарат может транспортироваться всеми видами закрытого транспорта в соответствии с правилами перевозок, действующими на каждом виде транспорта. Условия транспортирования при воздействии климатических факторов: – температура окружающего воздуха от -30 до +55 °С; – относительн...








































 СВАРОГ REAL ARC 250 D Инструкция по эксплуатации
СВАРОГ REAL ARC 250 D Инструкция по эксплуатации СВАРОГ REAL ARC 500 Инструкция по эксплуатации
СВАРОГ REAL ARC 500 Инструкция по эксплуатации СВАРОГ REAL MIG 200 (N24002N) Инструкция по эксплуатации
СВАРОГ REAL MIG 200 (N24002N) Инструкция по эксплуатации СВАРОГ REAL SMART ARC 200 Инструкция по эксплуатации
СВАРОГ REAL SMART ARC 200 Инструкция по эксплуатации СВАРОГ REAL TIG 200 P AC/DC (E20101) Инструкция по эксплуатации
СВАРОГ REAL TIG 200 P AC/DC (E20101) Инструкция по эксплуатации СВАРОГ TECH MIG 3500 (N222) Инструкция по эксплуатации
СВАРОГ TECH MIG 3500 (N222) Инструкция по эксплуатации СВАРОГ TECH TIG 315 P DSP AC/DC (E106) Инструкция по эксплуатации
СВАРОГ TECH TIG 315 P DSP AC/DC (E106) Инструкция по эксплуатации СВАРОГ TIG 500 P DSP AC/DC (J1210) Инструкция по эксплуатации
СВАРОГ TIG 500 P DSP AC/DC (J1210) Инструкция по эксплуатации СВАРОГ ARC 200 Инструкция по эксплуатации
СВАРОГ ARC 200 Инструкция по эксплуатации СВАРОГ CUT 45 "PRO" (L202) Инструкция по эксплуатации
СВАРОГ CUT 45 "PRO" (L202) Инструкция по эксплуатации СВАРОГ CUT 160 (L307) Инструкция по эксплуатации
СВАРОГ CUT 160 (L307) Инструкция по эксплуатации СВАРОГ MIG 250 "TECH" (N257) Инструкция по эксплуатации
СВАРОГ MIG 250 "TECH" (N257) Инструкция по эксплуатации СВАРОГ MIG 350 "TECH" (N258) Инструкция по эксплуатации
СВАРОГ MIG 350 "TECH" (N258) Инструкция по эксплуатации СВАРОГ PRO MIG 200 SYNERGY (N229) Инструкция по эксплуатации
СВАРОГ PRO MIG 200 SYNERGY (N229) Инструкция по эксплуатации СВАРОГ REAL ARC 160 Инструкция по эксплуатации
СВАРОГ REAL ARC 160 Инструкция по эксплуатации СВАРОГ REAL ARC 200 Инструкция по эксплуатации
СВАРОГ REAL ARC 200 Инструкция по эксплуатации СВАРОГ REAL ARC 200 BLACK Инструкция по эксплуатации
СВАРОГ REAL ARC 200 BLACK Инструкция по эксплуатации СВАРОГ REAL ARC 220 Инструкция по эксплуатации
СВАРОГ REAL ARC 220 Инструкция по эксплуатации