СВАРОГ CUT 160 (L307) - Инструкция по эксплуатации

Сварочное оборудование СВАРОГ CUT 160 (L307) - инструкция пользователя по применению, эксплуатации и установке на русском языке. Мы надеемся, она поможет вам решить возникшие у вас вопросы при эксплуатации техники.
Если остались дополнительные вопросы — свяжитесь с нами через контактную форму.












Содержание:
- Страница 3 – СОДЕРЖАНИЕ
- Страница 5 – ОБРАТИТЬ ВНИМАНИЕ! Особенности, требующие повышенного внимания; СООТВЕТСТВИЕ ПРОДУКЦИИ; ДЕКЛАРАЦИЯ СООТВЕТСТВИЯ
- Страница 8 – ВНИМАНИЕ! Не используйте данные аппараты для размораживания; МЕРЫ БЕЗОПАСНОСТИ ПРИ ПРОВЕДЕНИИ РАБОТ
- Страница 9 – ВНИМАНИЕ! После завершения работы убедитесь в безопасности
- Страница 10 – ная резка должна осуществляться в сухих сварочных перчатках.; ВНИМАНИЕ! При поражении электрическим током прекратите работу и; внимательны при использовании кабелей большой длины.; ВНИМАНИЕ! Несмотря на защиту корпуса аппарата от попадания влаги,
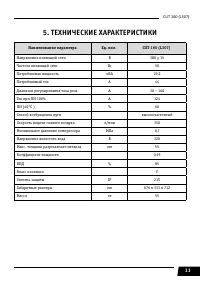
- Страница 11 – ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
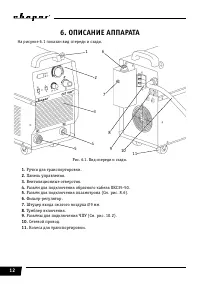
- Страница 13 – ОПИСАНИЕ ФУНКЦИОНИРОВАНИЯ
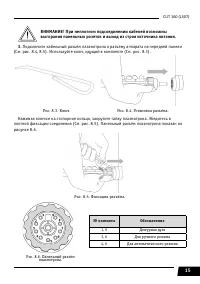
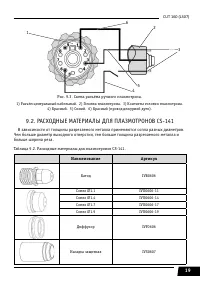
- Страница 14 – ВНИМАНИЕ! Периодически сливайте конденсат или эмульсию из; Вставьте силовой наконечник кабеля
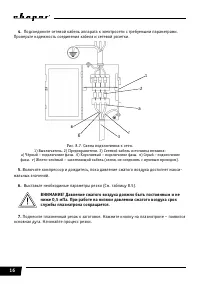
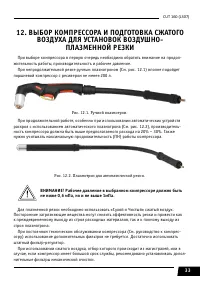
- Страница 16 – Проверьте надежность соединения кабеля и сетевой розетки.; ВНИМАНИЕ! Давление сжатого воздуха должно быть постоянным и не
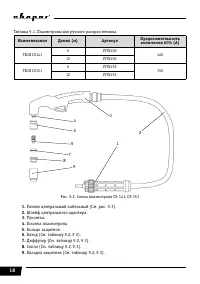
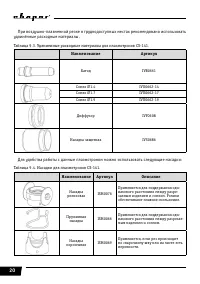
- Страница 17 – ПЛАЗМЕННОЙ РЕЗКИ С РУЧНЫМ ПЛАЗМОТРОНОМ; ВНИМАНИЕ! Данные рекомендации носят ознакомительный характер.; ПЛАЗМОТРОНЫ ДЛЯ РУЧНОГО РАСКРОЯ МЕТАЛЛА; ВНИМАНИЕ! Не превышайте ПН плазмотронов во избежание перегрева
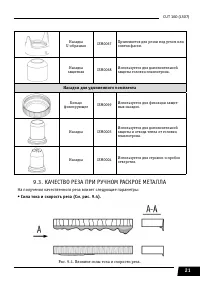
- Страница 21 – Насадки для удлиненного комплекта; КАЧЕСТВО РЕЗА ПРИ РУЧНОМ РАСКРОЕ МЕТАЛЛА; На получения качественного реза влияет следующие параметры:
- Страница 22 – Расстояние необходимо выдерживать постоянным.; Давление и чистота сжатого воздуха.
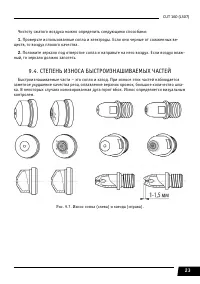
- Страница 23 – Чистоту сжатого воздуха можно определить следующими способами:; СТЕПЕНЬ ИЗНОСА БЫСТРОИЗНАШИВАЕМЫХ ЧАСТЕЙ
- Страница 24 – ПОРЯДОК НАЧАЛА РЕЗА С СЕРЕДИНЫ ЛИСТА; На рисунке 9.9 показан порядок начала реза с середины листа.; ВНИМАНИЕ! Для увеличения срока службы быстроизнашиваемых
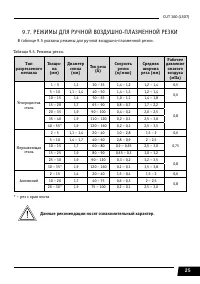
- Страница 25 – В таблице 9.5 указаны режимы для ручной воздушно-плазменной резки.; Данные рекомендации носят ознакомительный характер.
- Страница 26 – Количество
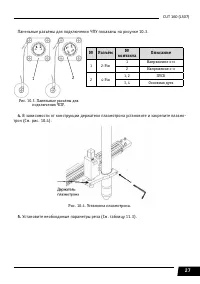
- Страница 27 – Панельные разъёмы для подключения ЧПУ показаны на рисунке 10.3.; No Разъём
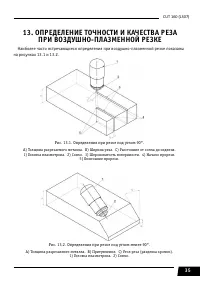
- Страница 28 – КАЧЕСТВО РЕЗА ПРИ АВТОМАТИЧЕСКОМ РАСКРОЕ МЕТАЛЛА
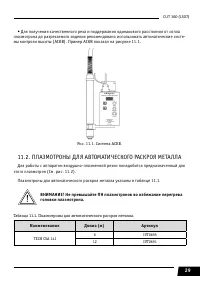
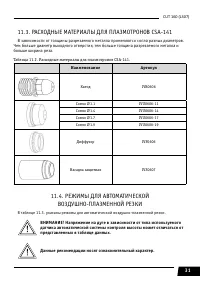
- Страница 29 – ПЛАЗМОТРОНЫ ДЛЯ АВТОМАТИЧЕСКОГО РАСКРОЯ МЕТАЛЛА; Наименование
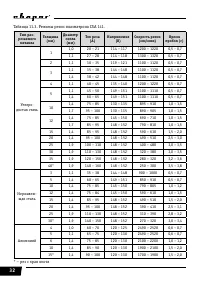
- Страница 31 – ВОЗДУШНО-ПЛАЗМЕННОЙ РЕЗКИ; ВНИМАНИЕ! Напряжение на дуге в зависимости от типа используемого
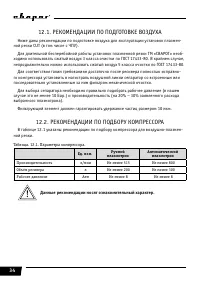
- Страница 33 – жительность работы, производительность и рабочее давление.; ВНИМАНИЕ! Рабочее давление в выбранном компрессоре должно быть
- Страница 34 – РЕКОМЕНДАЦИИ ПО ПОДБОРУ КОМПРЕССОРА
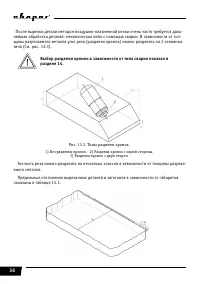
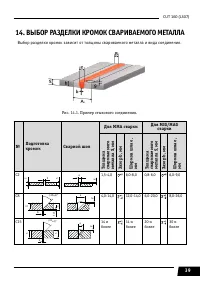
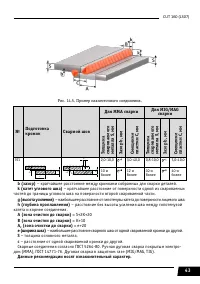
- Страница 36 – Выбор разделки кромок в зависимости от типа сварки показан в
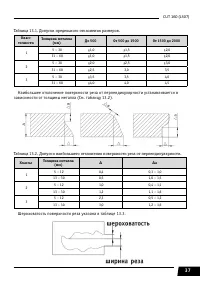
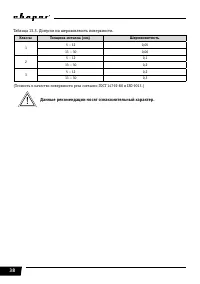
- Страница 37 – Шероховатость поверхности реза указана в таблице 13.3.
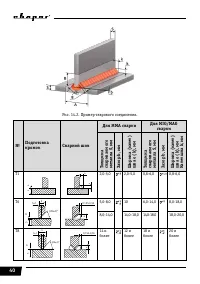
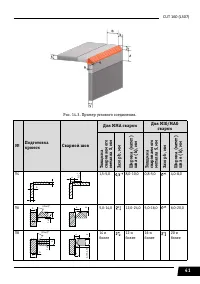
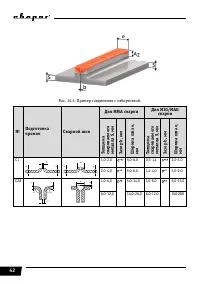
- Страница 39 – ВЫБОР РАЗДЕЛКИ КРОМОК СВАРИВАЕМОГО МЕТАЛЛА; Подготовка
- Страница 43 – – кратчайшее расстояние от поверхности одной из свариваемых
- Страница 44 – ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ; ВНИМАНИЕ! Отключайте аппарат от сети при выполнении любых работ; Общие рекомендации
- Страница 45 – УСТРАНЕНИЕ НЕПОЛАДОК; ВНИМАНИЕ! Ремонт данного оборудования в случае его поломки может
- Страница 46 – Внимание! Перед использованием изделия ВНИМАТЕЛЬНО изучите
"Загрузка инструкции" означает, что нужно подождать пока файл загрузится и можно будет его читать онлайн. Некоторые инструкции очень большие и время их появления зависит от вашей скорости интернета.
Была ли эта инструкция полезной?
Об этой инструкции
- Бренд
- СВАРОГ
- Модель
- CUT 160 (L307)
- Тип документа
- Инструкция по эксплуатации
- Категория
- Сварочное оборудование
- Язык(и)
- Русский
- Страницы
- 48
- Размер файла
- 926,8 KB
- Формат
Краткое содержание
СОДЕРЖАНИЕ 1. УКАЗАНИЯ ПО ИСПОЛЬЗОВАНИЮ РУКОВОДСТВА ПОЭКСПЛУАТАЦИИ 5 2. СООТВЕТСТВИЕ ПРОДУКЦИИ 5 3. ОБЩЕЕ ОПИСАНИЕ 3.1. Общее описание оборудования 67 4. МЕРЫ БЕЗОПАСНОСТИ 4.1. Условия эксплуатации оборудования4.2. Меры безопасности при проведении работ4.3. Пожаровзрывобезопасность4.4. Электробезопа...
5 CUT 160 (L307) 1. УКАЗАНИЯ ПО ИСПОЛЬЗОВАНИЮ РУКОВОДСТВА ПО ЭКСПЛУАТАЦИИ Пожалуйста, внимательно ознакомьтесь с данным руководством перед установкой и использованием оборудования. Руководство является неотъемлемой частью аппарата и должно сопровождать его при изменении местоположения или перепродаж...
8 4. МЕРЫ БЕЗОПАСНОСТИ При неправильной эксплуатации оборудования процесс воздушно-плазменной резки представляет собой опасность для рабочего и людей, находящихся в пределах или рядом с рабочей зоной. При эксплуатации оборудования и последующей его утилизации необходимо соблюдать требования действую...
Задать вопрос
Похожие инструкции
Популярные сварочное оборудование СВАРОГ
Ещё модели: сварочное оборудование СВАРОГ
 СВАРОГ REAL TIG 200 P AC/DC (E20101) Инструкция по эксплуатации
СВАРОГ REAL TIG 200 P AC/DC (E20101) Инструкция по эксплуатации СВАРОГ TECH MIG 3500 (N222) Инструкция по эксплуатации
СВАРОГ TECH MIG 3500 (N222) Инструкция по эксплуатации СВАРОГ TECH TIG 315 P DSP AC/DC (E106) Инструкция по эксплуатации
СВАРОГ TECH TIG 315 P DSP AC/DC (E106) Инструкция по эксплуатации СВАРОГ TIG 500 P DSP AC/DC (J1210) Инструкция по эксплуатации
СВАРОГ TIG 500 P DSP AC/DC (J1210) Инструкция по эксплуатации СВАРОГ ARC 200 Инструкция по эксплуатации
СВАРОГ ARC 200 Инструкция по эксплуатации СВАРОГ CUT 45 "PRO" (L202) Инструкция по эксплуатации
СВАРОГ CUT 45 "PRO" (L202) Инструкция по эксплуатации СВАРОГ MIG 250 "TECH" (N257) Инструкция по эксплуатации
СВАРОГ MIG 250 "TECH" (N257) Инструкция по эксплуатации СВАРОГ MIG 350 "TECH" (N258) Инструкция по эксплуатации
СВАРОГ MIG 350 "TECH" (N258) Инструкция по эксплуатации СВАРОГ PRO MIG 200 SYNERGY (N229) Инструкция по эксплуатации
СВАРОГ PRO MIG 200 SYNERGY (N229) Инструкция по эксплуатации СВАРОГ REAL ARC 160 Инструкция по эксплуатации
СВАРОГ REAL ARC 160 Инструкция по эксплуатации СВАРОГ REAL ARC 200 Инструкция по эксплуатации
СВАРОГ REAL ARC 200 Инструкция по эксплуатации СВАРОГ REAL ARC 200 BLACK Инструкция по эксплуатации
СВАРОГ REAL ARC 200 BLACK Инструкция по эксплуатации СВАРОГ REAL ARC 220 Инструкция по эксплуатации
СВАРОГ REAL ARC 220 Инструкция по эксплуатации СВАРОГ REAL ARC 250 Инструкция по эксплуатации
СВАРОГ REAL ARC 250 Инструкция по эксплуатации СВАРОГ REAL ARC 250 D Инструкция по эксплуатации
СВАРОГ REAL ARC 250 D Инструкция по эксплуатации СВАРОГ REAL ARC 500 Инструкция по эксплуатации
СВАРОГ REAL ARC 500 Инструкция по эксплуатации СВАРОГ REAL MIG 200 (N24002N) Инструкция по эксплуатации
СВАРОГ REAL MIG 200 (N24002N) Инструкция по эксплуатации СВАРОГ REAL SMART ARC 200 Инструкция по эксплуатации
СВАРОГ REAL SMART ARC 200 Инструкция по эксплуатации