СВАРОГ TIG 500 P DSP AC/DC (J1210) - Инструкция по эксплуатации
Сварочное оборудование СВАРОГ TIG 500 P DSP AC/DC (J1210) - инструкция пользователя по применению, эксплуатации и установке на русском языке. Мы надеемся, она поможет вам решить возникшие у вас вопросы при эксплуатации техники.
Если остались дополнительные вопросы — свяжитесь с нами через контактную форму.















Содержание:
- Страница 2 – Содержание
- Страница 3 – ЗАЯВЛЕНИЕ О СООТВЕТСТВИИ ПРОДУКЦИИ СТАНДАРТАМ ЕС; ных данным руководством.
- Страница 4 – серия TIG; Техника безопасности; Дым и газ могут быть вредны для здоровья.
- Страница 5 – Горячая заготовка может стать причиной серьезных ожогов.; зону сварки до консультации с врачом.; Движущиеся части оборудования могут нанести серьезные травмы.; таких как вентилятор.; обращайтесь за помощью к профессионалам.
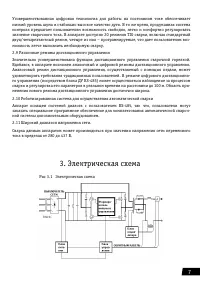
- Страница 7 – Электрическая схема; Рис 3.1 Электрическая схема
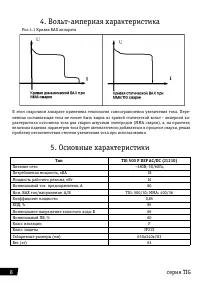
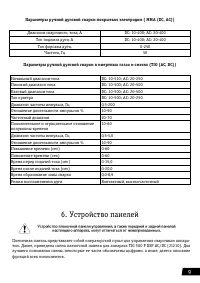
- Страница 8 – Основные характеристики; Тип
- Страница 9 – Устройство панелей
- Страница 10 – —Зона выбора режима сварки; Рис 6.1 Панель управления аппарата
- Страница 11 – Рис 6.2 Схема зоны установки параметров сварки ММА
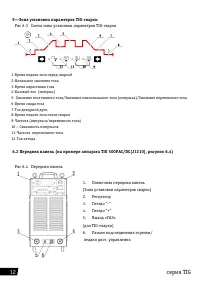
- Страница 12 – —Зона установки параметров TIG-сварки; Рис 6.3 Схема зоны установки параметров TIG-сварки
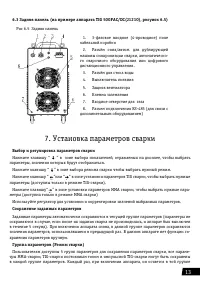
- Страница 13 – Установка параметров сварки; Выбор и регулировка параметров сварки; параметры, значения которых будут отображаться.; Сохранение заданных параметров; Рис 6.5 Задняя панель
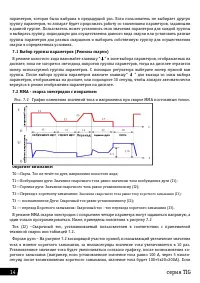
- Страница 15 – Называется также, иногда «возбуждение дуги; Возбуждение дуги током с высоким значением:; Называется также «горячий старт». Задайте; Регулировка критического напряжения:; После входа в режим регулировки напряжения
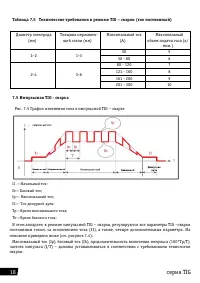
- Страница 16 – Выход из режима регулировки:; Выход осуществляется путем нажатия клавиши выбора пара-; Таблица 7.2 Рекомендуемые параметры сварки электродом (ММА); Рекомендуемое значение
- Страница 17 – TIG – сварка постоянным током; ток возбуждения дуги, появляющийся при нажатии кнопки на горелке,; Время подачи газа перед сваркой; - время, проходящее с открытия подачи газа путем нажатия; Время подачи газа после сварки; – время, проходящее от выключения сварочного тока до пе-
- Страница 18 – Диаметр электрода; Рис. 7.5 График изменения тока в импульсной TIG – сварке
- Страница 19 – Точечная TIG – сварка
- Страница 21 – Импульсная TIG-сварка переменным током сложной волной
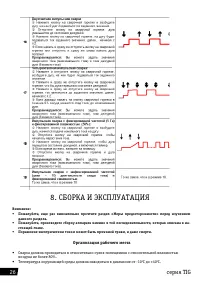
- Страница 26 – СБОРКА И ЭКСПЛУАТАЦИЯ; Организация рабочего места
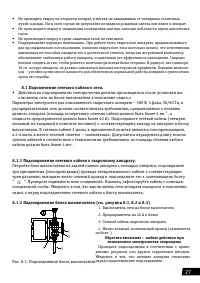
- Страница 27 – ключателя сети на блоке выключателя в положение «выкл.»; Обратите внимание – любые действия при
- Страница 29 – Работа в режиме ММА – сварки электродами с покрытием
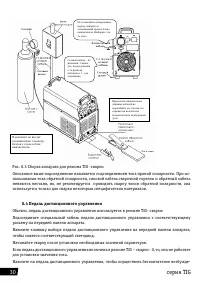
- Страница 30 – Педаль дистанционного управления
- Страница 32 – ние потока, установкой дополнительных фильтров.
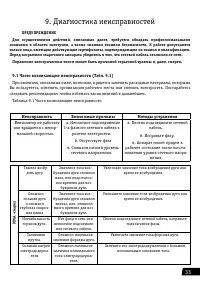
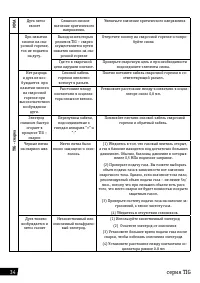
- Страница 33 – Диагностика неисправностей; ПРЕДУПРЕЖДЕНИЕ; Неисправность
- Страница 34 – MMA
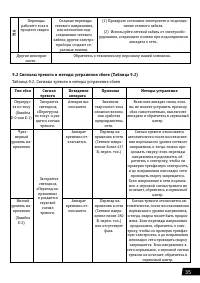
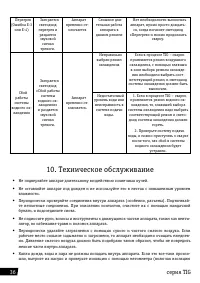
- Страница 35 – TIG; Таблица 9.2. Сигналы тревоги и методы устранения сбоев
- Страница 36 – Техническое обслуживание; лятор, во избежание травм и поломок аппарата.
- Страница 37 – изолируйте это место или замените кабель.; Взрыв деталей аппарата может быть причиной травм.; ваться или привести к взрыву других компонентов аппарата.; Статическое электричество может повредить электронную плату.; тронными платами и их компонентами.
- Страница 38 – ПРИЛОЖЕНИЕ: ИНСТРУКЦИЯ ПО ПРОГРАММИРОВАНИЮ В РЕЖИМЕ TIG СВАРКИ.; разделе приведены описания режимов, с заданием времени.
- Страница 39 – Основные шаги для создания серии кодов рабочего режима:; выделите много отдельных шагов.; Советы по созданию серии кодов рабочего режима.
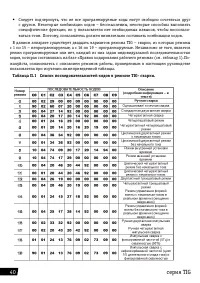
- Страница 40 – Таблица П.1 Список последовательностей кодов в режиме TIG- сварки.
- Страница 41 – Таблица П.2 Функции кодов в режиме TIG- сварки; КОД; Если X
- Страница 42 – Определение команды X:; клавиши выбора параметров, отображаемых на дисплее.
"Загрузка инструкции" означает, что нужно подождать пока файл загрузится и можно будет его читать онлайн. Некоторые инструкции очень большие и время их появления зависит от вашей скорости интернета.
Была ли эта инструкция полезной?
Об этой инструкции
- Бренд
- СВАРОГ
- Модель
- TIG 500 P DSP AC/DC (J1210)
- Тип документа
- Инструкция по эксплуатации
- Категория
- Сварочное оборудование
- Язык(и)
- Русский
- Страницы
- 44
- Размер файла
- 2,5 MB
- Формат
Краткое содержание
Содержание 1. Техника безопасности 4 2. Общее описание 5 3. Электрическая схема 7 4. Вольт-амперная характеристика 8 5. Основные параметры 8 6. Устройство панелей 9 7. Установка параметров сварки 13 8. Сборка и эксплуатация 26 9. Диагностика неисправностей 33 10. Техническое обслуживание 36 11. Хран...
3 Благодарим вас за то, что вы выбрали наше сварочное оборудование, созданное в соответствии с принципами безопасности и надежности. Высококачественные материалы, используемые при изготовлении этих сварочных аппаратов, гарантируют полную надежность и простоту в техническом обслуживании. ЗАЯВЛЕНИЕ О ...
4 серия TIG 1. Техника безопасности Перед эксплуатацией оборудования необходимо пройти професси- ональную подготовку. • Используйте для сварки средства индивидуальной защиты. Электрический ток может быть причиной серьезной травмы, и даже смерти. • Устанавливайте обратный кабель в соответствии с пров...
Задать вопрос
Похожие инструкции
Популярные сварочное оборудование СВАРОГ
Ещё модели: сварочное оборудование СВАРОГ
 СВАРОГ REAL SMART MIG 200 BLACK (N2A5) Инструкция по эксплуатации
СВАРОГ REAL SMART MIG 200 BLACK (N2A5) Инструкция по эксплуатации СВАРОГ REAL TIG 200 P AC/DC (E20101) Инструкция по эксплуатации
СВАРОГ REAL TIG 200 P AC/DC (E20101) Инструкция по эксплуатации СВАРОГ TECH MIG 3500 (N222) Инструкция по эксплуатации
СВАРОГ TECH MIG 3500 (N222) Инструкция по эксплуатации СВАРОГ TECH TIG 315 P DSP AC/DC (E106) Инструкция по эксплуатации
СВАРОГ TECH TIG 315 P DSP AC/DC (E106) Инструкция по эксплуатации СВАРОГ ARC 200 Инструкция по эксплуатации
СВАРОГ ARC 200 Инструкция по эксплуатации СВАРОГ CUT 45 "PRO" (L202) Инструкция по эксплуатации
СВАРОГ CUT 45 "PRO" (L202) Инструкция по эксплуатации СВАРОГ CUT 160 (L307) Инструкция по эксплуатации
СВАРОГ CUT 160 (L307) Инструкция по эксплуатации СВАРОГ MIG 250 "TECH" (N257) Инструкция по эксплуатации
СВАРОГ MIG 250 "TECH" (N257) Инструкция по эксплуатации СВАРОГ MIG 350 "TECH" (N258) Инструкция по эксплуатации
СВАРОГ MIG 350 "TECH" (N258) Инструкция по эксплуатации СВАРОГ PRO MIG 200 SYNERGY (N229) Инструкция по эксплуатации
СВАРОГ PRO MIG 200 SYNERGY (N229) Инструкция по эксплуатации СВАРОГ REAL ARC 160 Инструкция по эксплуатации
СВАРОГ REAL ARC 160 Инструкция по эксплуатации СВАРОГ REAL ARC 200 Инструкция по эксплуатации
СВАРОГ REAL ARC 200 Инструкция по эксплуатации СВАРОГ REAL ARC 200 BLACK Инструкция по эксплуатации
СВАРОГ REAL ARC 200 BLACK Инструкция по эксплуатации СВАРОГ REAL ARC 220 Инструкция по эксплуатации
СВАРОГ REAL ARC 220 Инструкция по эксплуатации СВАРОГ REAL ARC 250 Инструкция по эксплуатации
СВАРОГ REAL ARC 250 Инструкция по эксплуатации СВАРОГ REAL ARC 250 D Инструкция по эксплуатации
СВАРОГ REAL ARC 250 D Инструкция по эксплуатации СВАРОГ REAL ARC 500 Инструкция по эксплуатации
СВАРОГ REAL ARC 500 Инструкция по эксплуатации СВАРОГ REAL MIG 200 (N24002N) Инструкция по эксплуатации
СВАРОГ REAL MIG 200 (N24002N) Инструкция по эксплуатации