Сварочное оборудование Сварог TIG 315P AC/DC MULTIWAVE «PRO» (E202) - инструкция пользователя по применению, эксплуатации и установке на русском языке. Мы надеемся, она поможет вам решить возникшие у вас вопросы при эксплуатации техники.
Если остались вопросы, задайте их в комментариях после инструкции.
"Загружаем инструкцию", означает, что нужно подождать пока файл загрузится и можно будет его читать онлайн. Некоторые инструкции очень большие и время их появления зависит от вашей скорости интернета.






















48
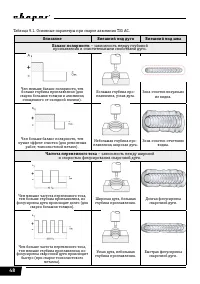
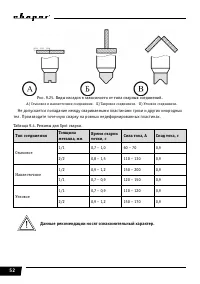
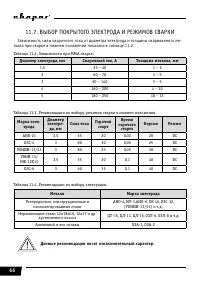
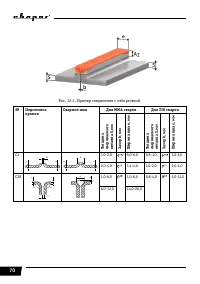
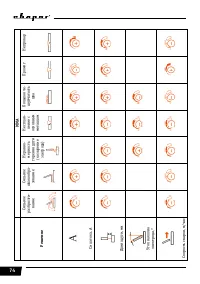
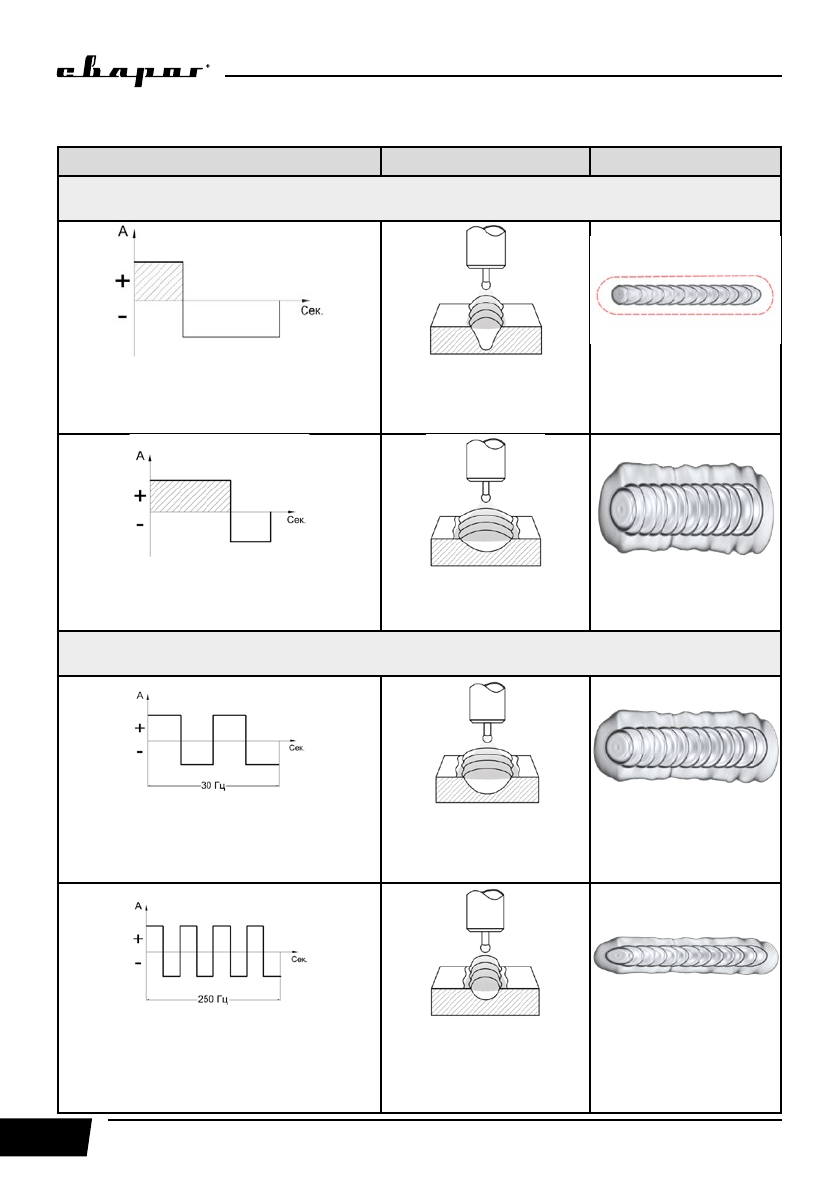
Таблица 9.1. Основные параметры при сварке алюминия TIG AC.
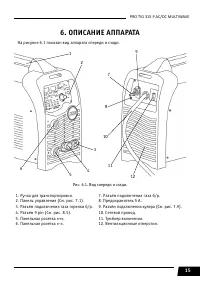
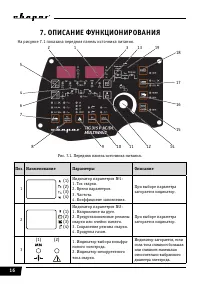
Описание
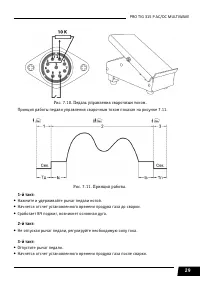
Внешний вид дуги
Внешний вид шва
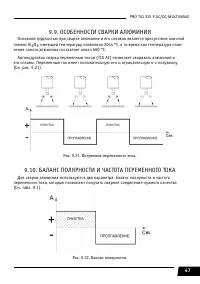
Баланс полярности
– зависимость между глубиной
проплавления и очистительными свойствами дуги.
Чем меньше баланс полярности, тем
больше глубина проплавления (для
сварки больших толщин и алюминия,
очищенного от оксидной пленки).
Большая глубина про-
плавления, узкая дуга.
Зона очистки визуально
не видна.
Чем больше баланс полярности, тем
лучше эффект очистки (для ремонтных
работ, тонколистовой металл).
Небольшая глубина про-
плавления, широкая дуга.
Зона очистки отчетливо
видна.
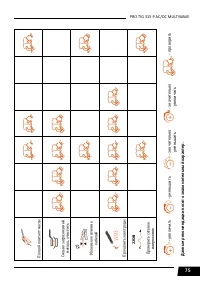
Частота переменного тока
– зависимость между шириной
и скоростью фокусирования сварочной дуги.
Чем меньше частота переменного тока,
тем больше глубина проплавления, но
фокусировка дуги происходит долго (для
сварки больших толщин).
Широкая дуга, большая
глубина проплавления.
Долгая фокусировка
сварочной дуги.
Чем больше частота переменного тока,
тем меньше глубина проплавления, но
фокусировка сварочной дуги происходит
быстро (при сварке тонколистового
металла).
Узкая дуга, небольшая
глубина проплавления.
Быстрая фокусировка
сварочной дуги.
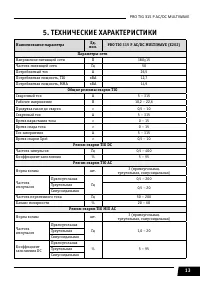
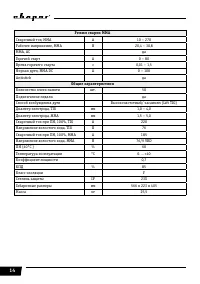
Характеристики

Остались вопросы?Не нашли свой ответ в руководстве или возникли другие проблемы? Задайте свой вопрос в форме ниже с подробным описанием вашей ситуации, чтобы другие люди и специалисты смогли дать на него ответ. Если вы знаете как решить проблему другого человека, пожалуйста, подскажите ему :)





