Сварочное оборудование Сварог TIG 315P AC/DC MULTIWAVE «PRO» (E202) - инструкция пользователя по применению, эксплуатации и установке на русском языке. Мы надеемся, она поможет вам решить возникшие у вас вопросы при эксплуатации техники.
Если остались вопросы, задайте их в комментариях после инструкции.
"Загружаем инструкцию", означает, что нужно подождать пока файл загрузится и можно будет его читать онлайн. Некоторые инструкции очень большие и время их появления зависит от вашей скорости интернета.






















39
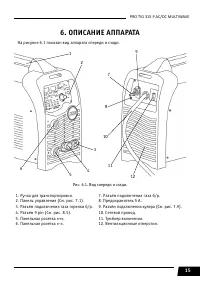
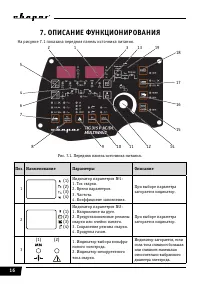
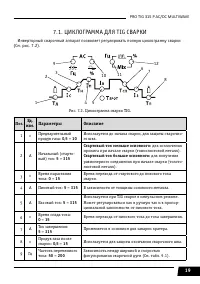
PRO TIG 315 P AC/DC MULTIWAVE
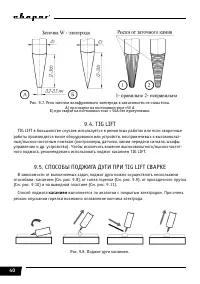
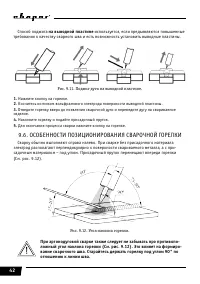
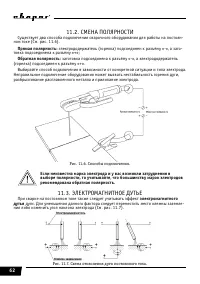
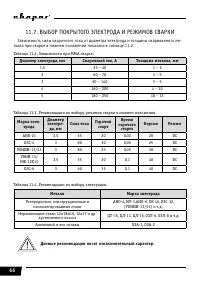
9.3. ОСОБЕННОСТИ ЗАТОЧКИ И ВЫПУСКА
ВОЛЬФРАМОВОГО ЭЛЕКТРОДА
При TIG сварке необходимо помнить, что неплавящийся электрод в процессе сварки
изнашивается и теряет форму, поэтому его необходимо затачивать, а также регулировать
величину вылета относительно сопла горелки. Необходимо правильно подбирать тип элек-
трода (См. табл. 9.6) для его более длительной работы. Для получения качественного шва
необходимо правильно подбирать присадочный материал (См. табл. 9.5).
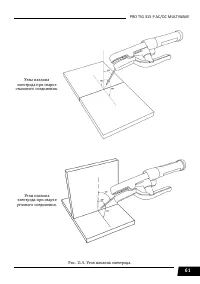
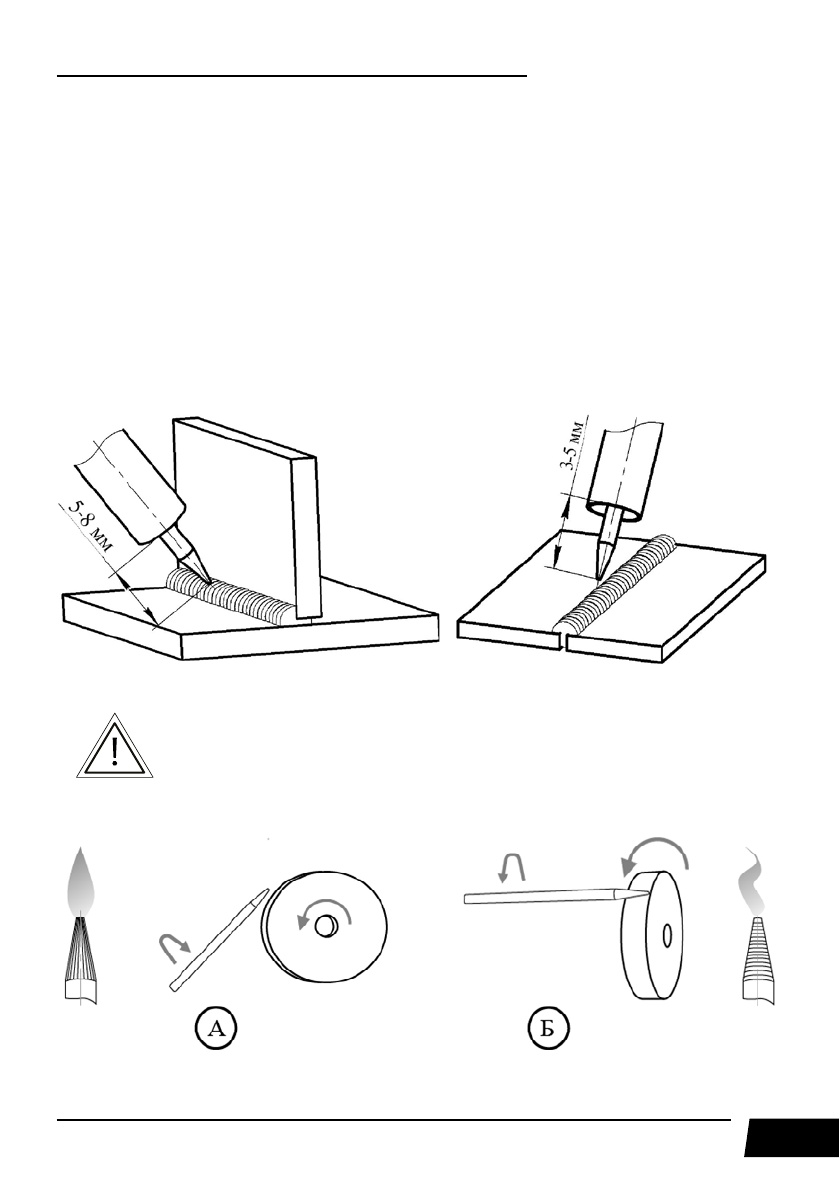
Выбор выпуска электрода:
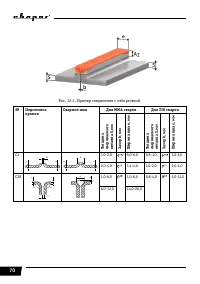
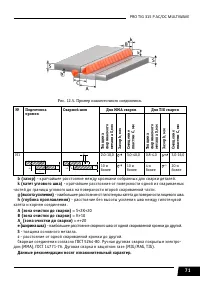
При сварке стыковых соединений рекомендованный вылет электрода относительно
кромки сопла составляет 3 – 5 мм, а угловых и тавровых соединений составляет 5 – 8 мм
(См. рис. 9.5).
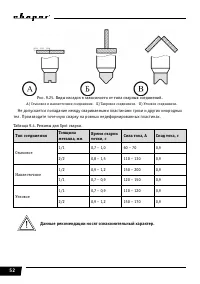
Рис. 9.5. Выпуск электрода.
Особое значение следует уделить правильности заточки
вольфрамового электрода, т.к. это влияет на качество и
форму сварного шва (См. рис. 9.6, 9.7).
Рис. 9.6. Пример заточки вольфрамового электрода.
А) Правильно. Б) Неправильно.
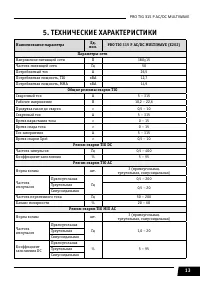
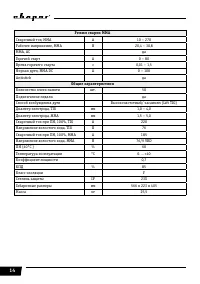
Характеристики

Остались вопросы?Не нашли свой ответ в руководстве или возникли другие проблемы? Задайте свой вопрос в форме ниже с подробным описанием вашей ситуации, чтобы другие люди и специалисты смогли дать на него ответ. Если вы знаете как решить проблему другого человека, пожалуйста, подскажите ему :)





