Сварочное оборудование Сварог TECH TIG 315 P DSP AC/DC (E106) - инструкция пользователя по применению, эксплуатации и установке на русском языке. Мы надеемся, она поможет вам решить возникшие у вас вопросы при эксплуатации техники.
Если остались вопросы, задайте их в комментариях после инструкции.
"Загружаем инструкцию", означает, что нужно подождать пока файл загрузится и можно будет его читать онлайн. Некоторые инструкции очень большие и время их появления зависит от вашей скорости интернета.













6
2. ОБЩЕЕ ОПИСАНИЕ
Наша новая разработка - цифровые сварочные инверторы постоянного тока. Надёженые
в работе и обеспечивают высокое качество сварки. Они предназначены для сварки в среде
защитных инертных газов неплавящимся электродом и может работать в таких режимах
как, ручная сварка штучным (покрытым) электродом, ручная дуговая сварка неплавящимся
электродом (TIG-сварка) постоянным током, импульсная TIG-сварка, точечная TIG-сварка
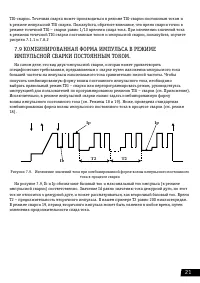
(постоянным током или импульсная), а также, импульсная сварка постоянным током с
комбинированной формой импульса. Аппараты применимы для сварки различных металлов.
ПРЕИМУЩЕСТВА:
2.1 СОВРЕМЕННАЯ СИСТЕМА ЦИФРОВОГО КОНТРОЛЯ
В аппаратах применяется новейший цифровой процессор, поэтому, все основные параметры
работы задаются с помощью программ. Сварочный аппарат с системой цифрового контроля
работает намного надежнее и эффективнее традиционных сварочных аппаратов.
2.2 СОВРЕМЕННАЯ ИНВЕРТОРНАЯ ТЕХНОЛОГИЯ
Инверторы способны преобразовывать напряжение сети (50 Гц) в высокочастотное
напряжение (100 КГц), благодаря чему, значительно уменьшаются габаритные размеры и вес
аппаратов. Значительное уменьшение потерь металла, безусловно, увеличивает эффективность
сварки и позволяет сберечь энергию. Рабочая частота аппаратов, находится вне диапазона
слышимости, что практически сводит к нулю уровень шума.
2.3 НАДЕЖНОСТЬ И СТАБИЛЬНОСТЬ РАБОТЫ
Для сварочных аппаратов с аналоговой или комбинированной (аналоговой и цифровой)
системой контроля, режим сварки задается путем регулировки ряда параметров. Качество
сварки различных аппаратов отличается из-за непостоянства регулируемых параметров, что
относится даже к аппаратам одной марки. Вдобавок, может варьироваться, также и качество
сварки одного аппарата, так как значение различных параметров может меняться в зависимости
от внешних факторов, таких как температура и влажность и т.д.
Одна из отличительных особенностей цифрового контроля – это отсутствие
чувствительности к изменению параметров, качество сварки остается неизменным при
изменении внешних параметров. Поэтому, сварочные аппараты с функцией цифрового
контроля более надежны и стабильны в работе, чем традиционные сварочные аппараты.
2.4 ПРОСТОТА РЕГУЛИРОВКИ ПАРАМЕТРОВ СВАРКИ И ОБНОВЛЕНИЯ
ПРОГРАММНОГО ОБЕСПЕЧЕНИЯ.
Для сварочных аппаратов с аналоговой или комбинированной (аналоговой и цифровой)
системой контроля сварочной цепи, регулировка большинства параметров сварки происходит
таким образом, что чем больше параметров необходимо корректировать, тем сложнее должна
быть цепь и тем труднее это сделать. Тогда как в сварочных аппаратах с цифровой системой
контроля, регулировка параметров происходит намного проще, потому что основной режим
сварки задается с помощью программ. Чтобы изменить режимы или отдельные параметры
сварки, нет нужды в изменении цепи, просто загрузите новые программы.
Содержание
- 3 ЗАЯВЛЕНИЕ О СООТВЕТСТВИИ ПРОДУКЦИИ СТАНДАРТАМ ЕС; установкой и использованием данного оборудования.; предусмотренных данным руководством.
- 4 МЕРЫ ПРЕДОСТОРОЖНОСТИ; Перед эксплуатацией сварочного генератора, необходимо
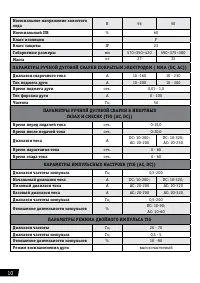
- 9 ОБЩИЕ ПАРАМЕТРЫ; Гц
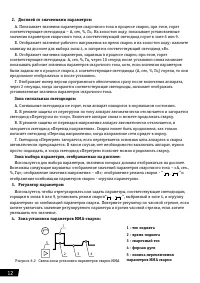
- 11 УСТРОЙСТВО ПАНЕЛЕЙ; для выбора режима сварки:
- 12 отображение комбинации параметров сварки - «группа параметров».
- 13 УСТАНОВКА ПАРАМЕТРОВ СВАРКИ; ВЫБОР И РЕГУЛИРОВКА ПАРАМЕТРОВ СВАРКИ
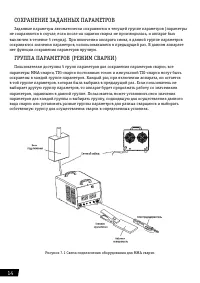
- 14 СОХРАНЕНИЕ ЗАДАННЫХ ПАРАМЕТРОВ
- 15 Форсаж дуги
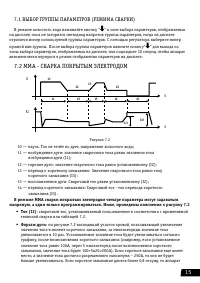
- 16 : Ток возбуждения дуги – это; РЕЖИМЫ ПОДЖОГА ДУГИ ПРИ ММА СВАРКЕ ПОКРЫТЫМ ЭЛЕКТРОДОМ; Возбуждение дуги током с низким значением:; Называется также, иногда; Возбуждение дуги током с высоким значением:; Называется также «горячий старт».; ПРОГРАММИРОВАНИЕ ЗНАЧЕНИЯ НАПРЯЖЕНИЯ ГАШЕНИЯ ДУГИ; Регулировка критического напряжения:; После входа в режим регулировки
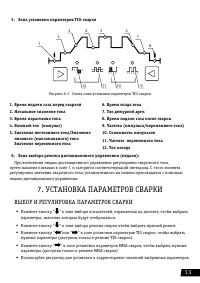
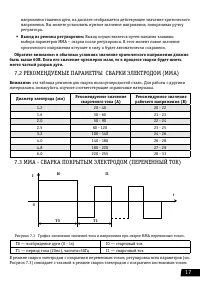
- 17 Выход из режима регулировки:; Выход осуществляется путем нажатия клавиши; Рекомендуемое значение; I0 — стартовый ток
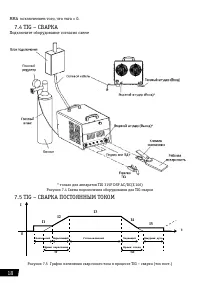
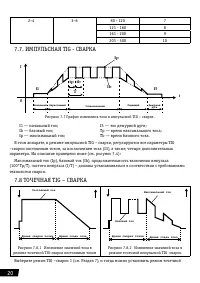
- 18 Подключите оборудование согласно схеме; TIG – СВАРКА ПОСТОЯННЫМ ТОКОМ; td
- 20 Ip; ТОЧЕЧНАЯ TIG – СВАРКА
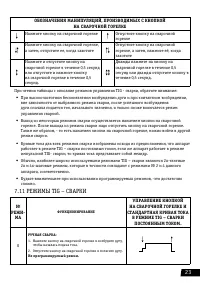
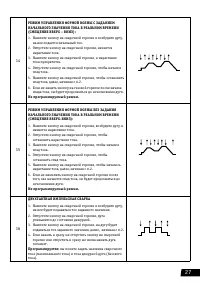
- 23 Нажмите кнопку на сварочной горелке; РЕЖИМЫ TIG – СВАРКИ
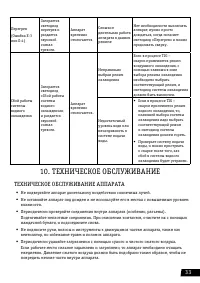
- 29 ДИАГНОСТИКА НЕИСПРАВНОСТЕЙ; ЧАСТО ВОЗНИКАЮЩИЕ НЕИСПРАВНОСТИ; НЕИСПРАВНОСТЬ
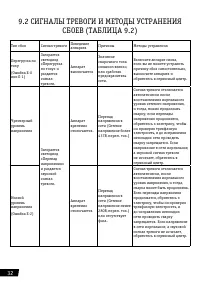
- 32 СИГНАЛЫ ТРЕВОГИ И МЕТОДЫ УСТРАНЕНИЯ
- 33 ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ; ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ АППАРАТА; вентилятор, во избежание травм и поломок аппарата.
- 34 заизолируйте это место или замените кабель.; ВЗРЫВ ДЕТАЛЕЙ АППАРАТА МОЖЕТ БЫТЬ ПРИЧИНОЙ ТРАВМ.; взорваться или привести к взрыву других компонентов аппарата.
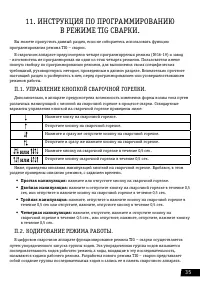
- 35 ИНСТРУКЦИЯ ПО ПРОГРАММИРОВАНИЮ; ИЛИ; Четверная манипуляция:
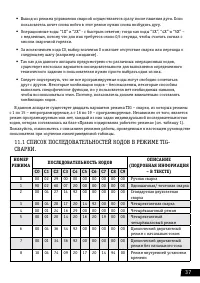
- 36 Последовательность кодов рабочего режима:; программируемом режиме:; ОСНОВНЫЕ ШАГИ ДЛЯ СОЗДАНИЯ СЕРИИ КОДОВ РАБОЧЕГО РЕЖИМА:; выделите много отдельных шагов.; СОВЕТЫ ПО СОЗДАНИЮ СЕРИИ КОДОВ РАБОЧЕГО РЕЖИМА.
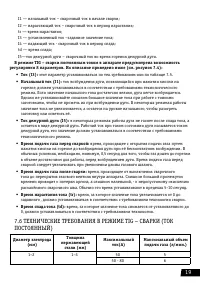
- 37 • Операционные коды “1X” и “2X” - с быстрым ответом тогда как коды “3X”, “4X” и “5X” –; НОМЕР; Ручная сварка
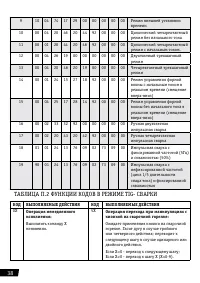
- 38 ТАБЛИЦА П.2 ФУНКЦИИ КОДОВ В РЕЖИМЕ TIG- СВАРКИ; КОД
- 40 нажатия клавиши выбора параметров, отображаемых на дисплее.
Характеристики

Остались вопросы?Не нашли свой ответ в руководстве или возникли другие проблемы? Задайте свой вопрос в форме ниже с подробным описанием вашей ситуации, чтобы другие люди и специалисты смогли дать на него ответ. Если вы знаете как решить проблему другого человека, пожалуйста, подскажите ему :)





