Сварочное оборудование Сварог TECH TIG 315 P DSP AC/DC (E106) - инструкция пользователя по применению, эксплуатации и установке на русском языке. Мы надеемся, она поможет вам решить возникшие у вас вопросы при эксплуатации техники.
Если остались вопросы, задайте их в комментариях после инструкции.
"Загружаем инструкцию", означает, что нужно подождать пока файл загрузится и можно будет его читать онлайн. Некоторые инструкции очень большие и время их появления зависит от вашей скорости интернета.













40
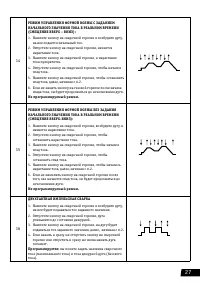
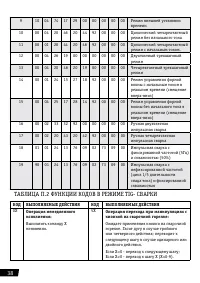
X=4: Начать нарастание тока и перейти к следующему шагу
X=5: Остановить нарастание тока и перейти к следующему шагу
X=6: Понизить значение тока до тока дежурной дуги и перейти к следующему шагу
X=7: Понизить значение тока до исчезновения дуги и перейти к следующему шагу
X=8: Остановить спад тока и перейти к следующему шагу
X=9: Погасить дугу
П.3. ПРОГРАММИРОВАНИЕ РЕЖИМА РАБОТЫ
После составления последовательности кодов работы в группе, вы сожжете войти в режим
программирования режима работы и ввести последовательность кодов в аппарат. Основные
шаги программирования режима работы приведены ниже:
А) Вход в режим программирования
Нажмите правую клавишу выбора параметров в зоне TIG – сварки, чтобы включить аппарата
и на цифровом дисплее загорится “P-2”. Примерно через 5 секунд “P-2” исчезнет и высветится
число “16” , а также загорится светодиод напротив режима “”, что означает, вхождение в режим
программирования. Обратите внимание: Если никаких действий не производится в течение 5
секунд после входа в режим программирования, он автоматически отключается.
Б) Выбор номера режима работы
После того, как вы вошли в режим программирования, число “16”, отображаемое на цифровом
дисплее обозначает режим работы № 16, но Вы можете выбрать режим работы, который будете
программировать с помощью ручки-регулятора. (Можно выбрать режим работы с 16 по 19)
В) Вход в режим редактирования кодов
После определения номера режима работы, Вы можете нажать клавишу в зоне выбора
параметров, отображаемых на дисплее, и загорится светодиод напротив режима “”. Это
означает, что Вы вошли в режим редактирования кодов.
Г) Выбор номера кода и задание его значения
После входа в режим задания кодов, на цифровом датчике будет отображаться трехзначное
число, в котором, самая первая цифра означает номер кода в последовательности кодов режима
работы, а две оставшихся – значение кода. Вы можете изменять номер кода от 1 до 9 путем
нажатия правой/левой клавиш выбора параметров TIG- сварки и задавать его значение от 0 до
99 с помощью ручки регулятора.
Д) Выход из режима редактирования кодов
По окончании задания кодов режима работы, вы можете выйти из этого режима путем
нажатия клавиши выбора параметров, отображаемых на дисплее.
Е) Выход из режима программирования
Если Вы убедились в том, что значения кодов заданы верно, и не будете программировать
другие режимы, вы можете выйти из режима программирования путем нажатия клавиши выбора
параметров ММА – сварки.
Аппарат вернется в нормальный рабочий режим после выхода из режима программирования.
Пользователи могут выбрать соответствующие параметры TIG – сварки и проверить выполняет
Содержание
- 3 ЗАЯВЛЕНИЕ О СООТВЕТСТВИИ ПРОДУКЦИИ СТАНДАРТАМ ЕС; установкой и использованием данного оборудования.; предусмотренных данным руководством.
- 4 МЕРЫ ПРЕДОСТОРОЖНОСТИ; Перед эксплуатацией сварочного генератора, необходимо
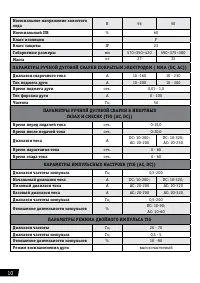
- 9 ОБЩИЕ ПАРАМЕТРЫ; Гц
- 11 УСТРОЙСТВО ПАНЕЛЕЙ; для выбора режима сварки:
- 12 отображение комбинации параметров сварки - «группа параметров».
- 13 УСТАНОВКА ПАРАМЕТРОВ СВАРКИ; ВЫБОР И РЕГУЛИРОВКА ПАРАМЕТРОВ СВАРКИ
- 14 СОХРАНЕНИЕ ЗАДАННЫХ ПАРАМЕТРОВ
- 15 Форсаж дуги
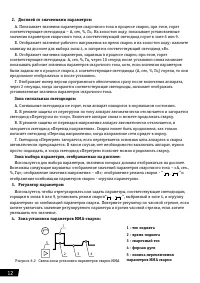
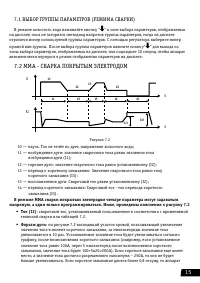
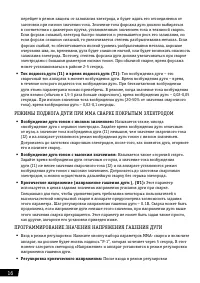
- 16 : Ток возбуждения дуги – это; РЕЖИМЫ ПОДЖОГА ДУГИ ПРИ ММА СВАРКЕ ПОКРЫТЫМ ЭЛЕКТРОДОМ; Возбуждение дуги током с низким значением:; Называется также, иногда; Возбуждение дуги током с высоким значением:; Называется также «горячий старт».; ПРОГРАММИРОВАНИЕ ЗНАЧЕНИЯ НАПРЯЖЕНИЯ ГАШЕНИЯ ДУГИ; Регулировка критического напряжения:; После входа в режим регулировки
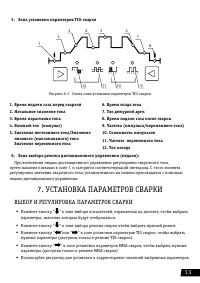
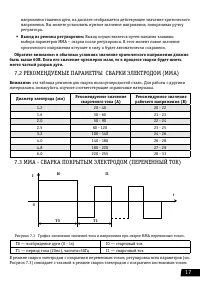
- 17 Выход из режима регулировки:; Выход осуществляется путем нажатия клавиши; Рекомендуемое значение; I0 — стартовый ток
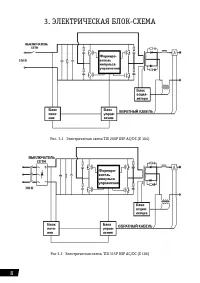
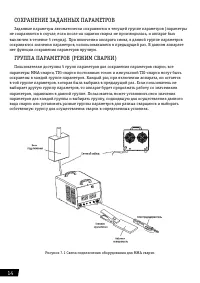
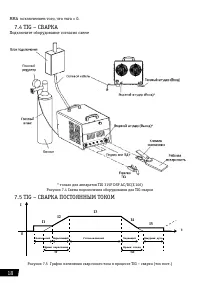
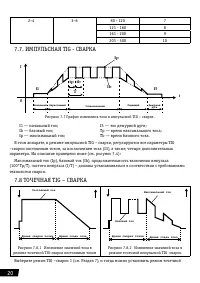
- 18 Подключите оборудование согласно схеме; TIG – СВАРКА ПОСТОЯННЫМ ТОКОМ; td
- 20 Ip; ТОЧЕЧНАЯ TIG – СВАРКА
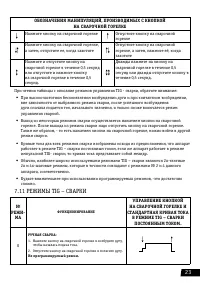
- 23 Нажмите кнопку на сварочной горелке; РЕЖИМЫ TIG – СВАРКИ
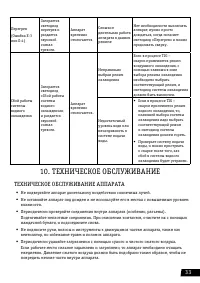
- 29 ДИАГНОСТИКА НЕИСПРАВНОСТЕЙ; ЧАСТО ВОЗНИКАЮЩИЕ НЕИСПРАВНОСТИ; НЕИСПРАВНОСТЬ
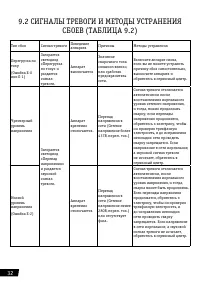
- 32 СИГНАЛЫ ТРЕВОГИ И МЕТОДЫ УСТРАНЕНИЯ
- 33 ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ; ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ АППАРАТА; вентилятор, во избежание травм и поломок аппарата.
- 34 заизолируйте это место или замените кабель.; ВЗРЫВ ДЕТАЛЕЙ АППАРАТА МОЖЕТ БЫТЬ ПРИЧИНОЙ ТРАВМ.; взорваться или привести к взрыву других компонентов аппарата.
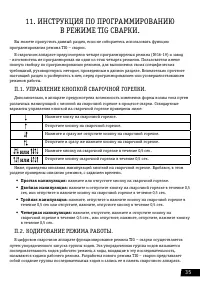
- 35 ИНСТРУКЦИЯ ПО ПРОГРАММИРОВАНИЮ; ИЛИ; Четверная манипуляция:
- 36 Последовательность кодов рабочего режима:; программируемом режиме:; ОСНОВНЫЕ ШАГИ ДЛЯ СОЗДАНИЯ СЕРИИ КОДОВ РАБОЧЕГО РЕЖИМА:; выделите много отдельных шагов.; СОВЕТЫ ПО СОЗДАНИЮ СЕРИИ КОДОВ РАБОЧЕГО РЕЖИМА.
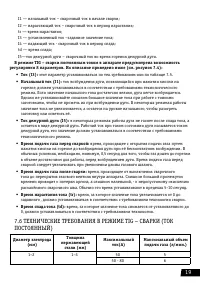
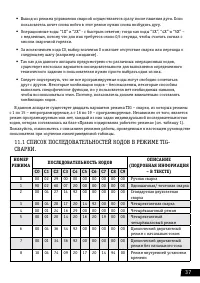
- 37 • Операционные коды “1X” и “2X” - с быстрым ответом тогда как коды “3X”, “4X” и “5X” –; НОМЕР; Ручная сварка
- 38 ТАБЛИЦА П.2 ФУНКЦИИ КОДОВ В РЕЖИМЕ TIG- СВАРКИ; КОД
- 40 нажатия клавиши выбора параметров, отображаемых на дисплее.
Характеристики

Остались вопросы?Не нашли свой ответ в руководстве или возникли другие проблемы? Задайте свой вопрос в форме ниже с подробным описанием вашей ситуации, чтобы другие люди и специалисты смогли дать на него ответ. Если вы знаете как решить проблему другого человека, пожалуйста, подскажите ему :)





