Сварочное оборудование Сварог TECH TIG 315 P DSP AC/DC (E106) - инструкция пользователя по применению, эксплуатации и установке на русском языке. Мы надеемся, она поможет вам решить возникшие у вас вопросы при эксплуатации техники.
Если остались вопросы, задайте их в комментариях после инструкции.
"Загружаем инструкцию", означает, что нужно подождать пока файл загрузится и можно будет его читать онлайн. Некоторые инструкции очень большие и время их появления зависит от вашей скорости интернета.












29
8. ПОДКЛЮЧЕНИЕ ОБОРУДОВАНИЯ К СЕТИ.
ВНИМАНИЕ: действия по подсоединению электричества должны производиться после
установки выключателя сети на блоке выключателя в положение «выкл.»
• Параметры электросети для сварочного аппарата TIG 200P DSP АС/DС (E 104) 220 Вольт, 1
фаза, для TIG 315P DSP АС/DС (E 106) 380 Вольт, 3 фазы, и распределительная сеть должна
соответствовать требованиям, предъявляемым к питанию данного аппарата (площадь
поперечного сечения кабеля должна быть более 4 мм
2
. Подсоедините сетевой кабель к
соответствующему выходу на аппарате и блоку выключателя
• Убедитесь в том, что питание аппарата отключено перед осуществлением подсоединения.
• Откройте блок выключателя на задней панели аппарата с помощью отвертки;
подсоедините три одноцветных (токопроводящих) провода четырехжильного кабеля к
соответствующим трем разъемам; вытащите желто-зеленый провод и подсоедините его к
заземляющему болту “”. Проверьте надежность всех соединений. Наконец, зафиксируйте
кабель с помощью специальной скобы. Убедитесь в том, что выключатель сети аппарата
находится в положении «выкл.» перед подсоединением сетевого кабеля к блоку
выключателя.
Подсоединение должно осуществляться электриком имеющим действующие документы о
подтверждении знаний.
Не подсоединяйте два сварочных аппарата к одному блоку выключателя.
Не обязательно заземлять 4й провод сетевого кабеля, если заземлен корпус аппарата.
9. ДИАГНОСТИКА НЕИСПРАВНОСТЕЙ
ВНИМАНИЕ!
Для осуществления действий, описанных далее, требуется обладать профессиональными
знаниями в области электрики, а также знанием техники безопасности. К работе
допускаются только лица, имеющие действующие сертификаты, подтверждающие их знания
и квалификацию. Перед вскрытием сварочного аппарата убедитесь в том, что сетевой кабель
отключен от сети.
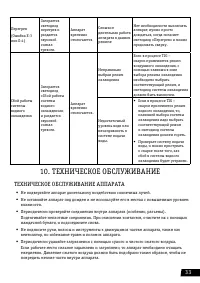
9.1 ЧАСТО ВОЗНИКАЮЩИЕ НЕИСПРАВНОСТИ
При явлениях, описанных ниже, возможно, придется заменить расходные материалы,
которыми Вы пользуетесь, изменить организацию рабочего места или сменить электросеть.
Постарайтесь следовать рекомендациям, чтобы избежать таких явлений в дальнейшем.
Таблица 9.1
НЕИСПРАВНОСТЬ
ВОЗМОЖНЫЕ ПРИЧИНЫ
МЕТОДЫ УСТРАНЕНИЯ
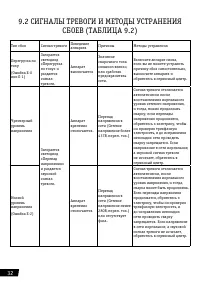
Вентилятор не работает или
вращается с ненормальной
скоростью.
а. Неплотное подсоединение
3-х фазного сетевого кабеля
к розетке электросети.
б. Отсутствует фаза.
в. Слишком низкий уровень
сетевого напряжения.
а. Плотно подсоедините сетевой
кабель.
б. Исправьте фазу.
в. Аппарат может придти в
рабочее состояние после
восстановления уровня
сетевого напряжения.
Содержание
- 3 ЗАЯВЛЕНИЕ О СООТВЕТСТВИИ ПРОДУКЦИИ СТАНДАРТАМ ЕС; установкой и использованием данного оборудования.; предусмотренных данным руководством.
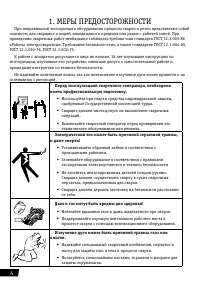
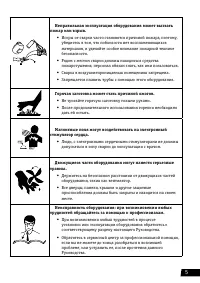
- 4 МЕРЫ ПРЕДОСТОРОЖНОСТИ; Перед эксплуатацией сварочного генератора, необходимо
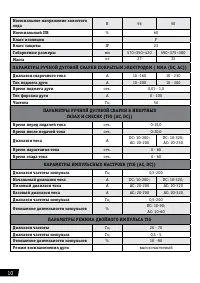
- 9 ОБЩИЕ ПАРАМЕТРЫ; Гц
- 11 УСТРОЙСТВО ПАНЕЛЕЙ; для выбора режима сварки:
- 12 отображение комбинации параметров сварки - «группа параметров».
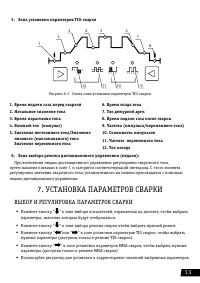
- 13 УСТАНОВКА ПАРАМЕТРОВ СВАРКИ; ВЫБОР И РЕГУЛИРОВКА ПАРАМЕТРОВ СВАРКИ
- 14 СОХРАНЕНИЕ ЗАДАННЫХ ПАРАМЕТРОВ
- 15 Форсаж дуги
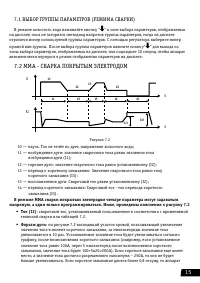
- 16 : Ток возбуждения дуги – это; РЕЖИМЫ ПОДЖОГА ДУГИ ПРИ ММА СВАРКЕ ПОКРЫТЫМ ЭЛЕКТРОДОМ; Возбуждение дуги током с низким значением:; Называется также, иногда; Возбуждение дуги током с высоким значением:; Называется также «горячий старт».; ПРОГРАММИРОВАНИЕ ЗНАЧЕНИЯ НАПРЯЖЕНИЯ ГАШЕНИЯ ДУГИ; Регулировка критического напряжения:; После входа в режим регулировки
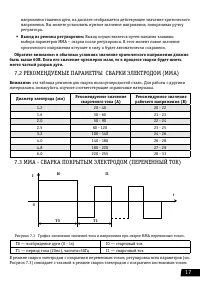
- 17 Выход из режима регулировки:; Выход осуществляется путем нажатия клавиши; Рекомендуемое значение; I0 — стартовый ток
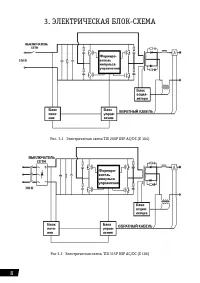
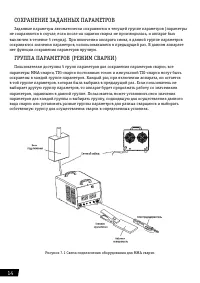
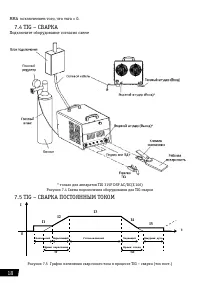
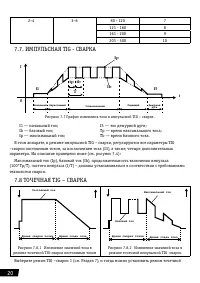
- 18 Подключите оборудование согласно схеме; TIG – СВАРКА ПОСТОЯННЫМ ТОКОМ; td
- 20 Ip; ТОЧЕЧНАЯ TIG – СВАРКА
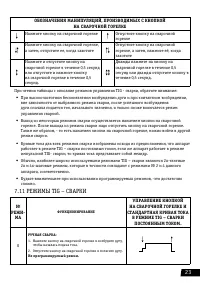
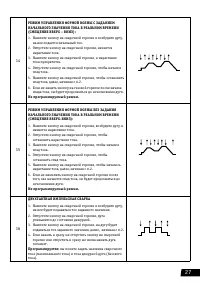
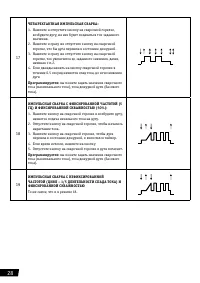
- 23 Нажмите кнопку на сварочной горелке; РЕЖИМЫ TIG – СВАРКИ
- 29 ДИАГНОСТИКА НЕИСПРАВНОСТЕЙ; ЧАСТО ВОЗНИКАЮЩИЕ НЕИСПРАВНОСТИ; НЕИСПРАВНОСТЬ
- 32 СИГНАЛЫ ТРЕВОГИ И МЕТОДЫ УСТРАНЕНИЯ
- 33 ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ; ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ АППАРАТА; вентилятор, во избежание травм и поломок аппарата.
- 34 заизолируйте это место или замените кабель.; ВЗРЫВ ДЕТАЛЕЙ АППАРАТА МОЖЕТ БЫТЬ ПРИЧИНОЙ ТРАВМ.; взорваться или привести к взрыву других компонентов аппарата.
- 35 ИНСТРУКЦИЯ ПО ПРОГРАММИРОВАНИЮ; ИЛИ; Четверная манипуляция:
- 36 Последовательность кодов рабочего режима:; программируемом режиме:; ОСНОВНЫЕ ШАГИ ДЛЯ СОЗДАНИЯ СЕРИИ КОДОВ РАБОЧЕГО РЕЖИМА:; выделите много отдельных шагов.; СОВЕТЫ ПО СОЗДАНИЮ СЕРИИ КОДОВ РАБОЧЕГО РЕЖИМА.
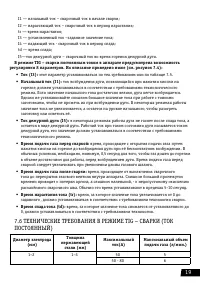
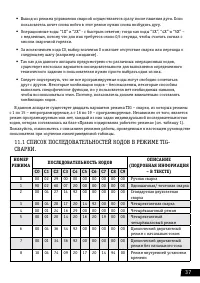
- 37 • Операционные коды “1X” и “2X” - с быстрым ответом тогда как коды “3X”, “4X” и “5X” –; НОМЕР; Ручная сварка
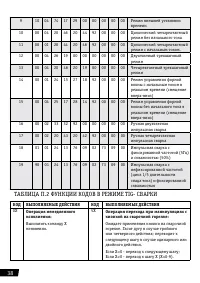
- 38 ТАБЛИЦА П.2 ФУНКЦИИ КОДОВ В РЕЖИМЕ TIG- СВАРКИ; КОД
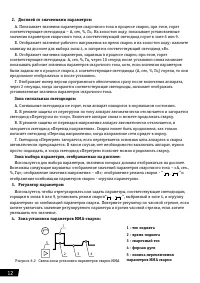
- 40 нажатия клавиши выбора параметров, отображаемых на дисплее.
Характеристики

Остались вопросы?Не нашли свой ответ в руководстве или возникли другие проблемы? Задайте свой вопрос в форме ниже с подробным описанием вашей ситуации, чтобы другие люди и специалисты смогли дать на него ответ. Если вы знаете как решить проблему другого человека, пожалуйста, подскажите ему :)





