Сварочное оборудование Сварог TECH TIG 315 P DSP AC/DC (E106) - инструкция пользователя по применению, эксплуатации и установке на русском языке. Мы надеемся, она поможет вам решить возникшие у вас вопросы при эксплуатации техники.
Если остались вопросы, задайте их в комментариях после инструкции.
"Загружаем инструкцию", означает, что нужно подождать пока файл загрузится и можно будет его читать онлайн. Некоторые инструкции очень большие и время их появления зависит от вашей скорости интернета.












23
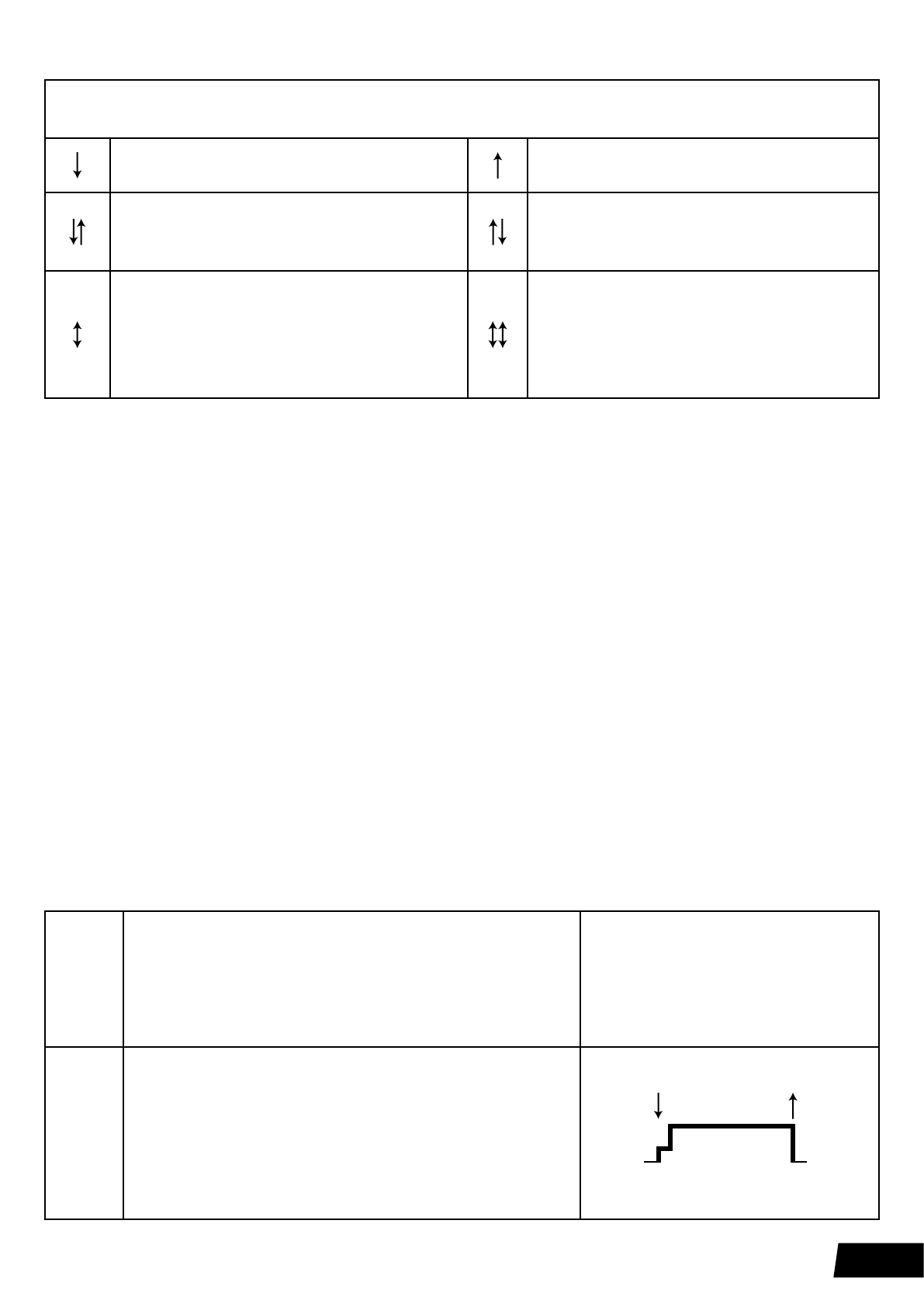
ОБОЗНАЧЕНИЯ МАНИПУЛЯЦИЙ, ПРОИЗВОДИМЫХ С КНОПКОЙ
НА СВАРОЧНОЙ ГОРЕЛКЕ
Нажмите кнопку на сварочной горелке
Отпустите кнопку на сварочной
горелке
Нажмите кнопку на сварочной горелке,
а затем, отпустите ее, когда захотите
Отпустите кнопку на сварочной
горелке, а затем, нажмите её, когда
захотите
Нажмите и отпустите кнопку на
сварочной горелке в течение 0,5 секунд
или отпустите и нажмите кнопку
на сварочной горелке в течение 0,5
секунд.
Дважды нажмите на кнопку на
сварочной горелке в течение 0,5
секунд или дважды отпустите кнопку в
течение 0,5 секунд.
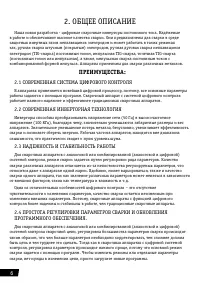
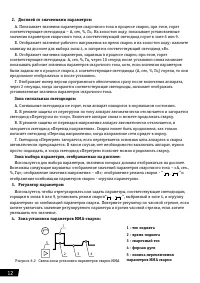
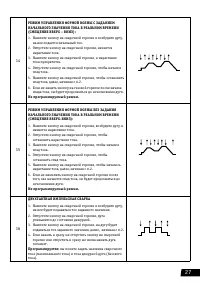
При чтении таблицы с описание режимов управления TIG - сварки, обратите внимание:
• При высокочастотном бесконтактном возбуждении дуги и при контактном возбуждении,
вне зависимости от выбранного режима сварки, после успешного возбуждения
дуги сначала подается ток, начального значения, и только позже включается режим
управления сваркой.
• Выход из некоторых режимов сварки осуществляется нажатием кнопки на сварочной
горелке. После выхода из режима сварки надо отпустить кнопку на сварочной горелке.
Таким же образом, - то есть нажатием кнопки на сварочной горелке, можно войти в другой
режим сварки.
• Кривые тока для всех режимов сварки изображены исходя из предположения, что аппарат
работает в режиме TIG – сварки постоянным током, если же аппарат работает в режиме
импульсной TIG- сварки, то кривая тока представляет собой меандр.
• Обычно, наиболее широко используемыми режимами TIG – сварки являются 2х-тактные
2х и 4х-шаговые режимы, которые в точности совпадают с режимами № 2 и 4 данного
аппарата, соответственно.
• Будьте внимательнее при использовании программируемых режимов, -это достаточно
сложно.
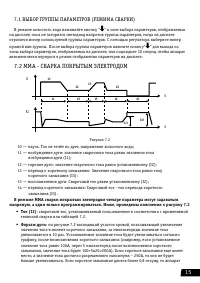
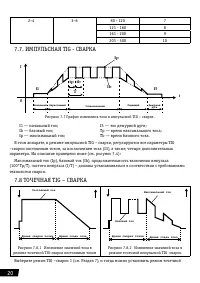
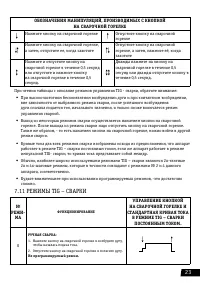
7.11 РЕЖИМЫ TIG – СВАРКИ
№
РЕЖИ-
МА
ФУНКЦИОНИРОВАНИЕ
УПРАВЛЕНИЕ КНОПКОЙ
НА СВАРОЧНОЙ ГОРЕЛКЕ И
СТАНДАРТНАЯ КРИВАЯ ТОКА
В РЕЖИМЕ TIG – СВАРКИ
ПОСТОЯННЫМ ТОКОМ.
0
РУЧНАЯ СВАРКА:
1. Нажмите кнопку на сварочной горелке и возбудите дугу,
чтобы началась подача тока.
2. Отпустите кнопку на сварочной горелке и погасите дугу.
Не программируемый режим.
1s
1s
Содержание
- 3 ЗАЯВЛЕНИЕ О СООТВЕТСТВИИ ПРОДУКЦИИ СТАНДАРТАМ ЕС; установкой и использованием данного оборудования.; предусмотренных данным руководством.
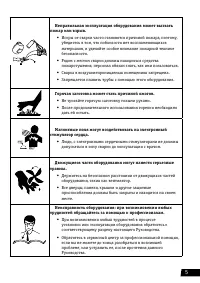
- 4 МЕРЫ ПРЕДОСТОРОЖНОСТИ; Перед эксплуатацией сварочного генератора, необходимо
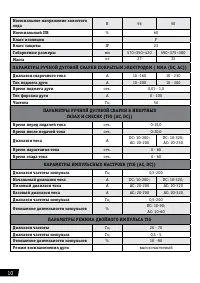
- 9 ОБЩИЕ ПАРАМЕТРЫ; Гц
- 11 УСТРОЙСТВО ПАНЕЛЕЙ; для выбора режима сварки:
- 12 отображение комбинации параметров сварки - «группа параметров».
- 13 УСТАНОВКА ПАРАМЕТРОВ СВАРКИ; ВЫБОР И РЕГУЛИРОВКА ПАРАМЕТРОВ СВАРКИ
- 14 СОХРАНЕНИЕ ЗАДАННЫХ ПАРАМЕТРОВ
- 15 Форсаж дуги
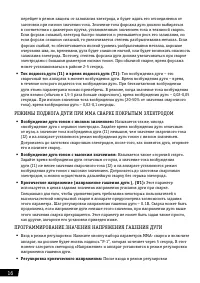
- 16 : Ток возбуждения дуги – это; РЕЖИМЫ ПОДЖОГА ДУГИ ПРИ ММА СВАРКЕ ПОКРЫТЫМ ЭЛЕКТРОДОМ; Возбуждение дуги током с низким значением:; Называется также, иногда; Возбуждение дуги током с высоким значением:; Называется также «горячий старт».; ПРОГРАММИРОВАНИЕ ЗНАЧЕНИЯ НАПРЯЖЕНИЯ ГАШЕНИЯ ДУГИ; Регулировка критического напряжения:; После входа в режим регулировки
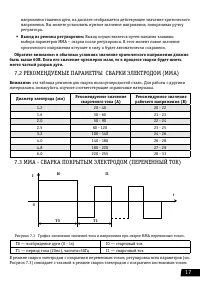
- 17 Выход из режима регулировки:; Выход осуществляется путем нажатия клавиши; Рекомендуемое значение; I0 — стартовый ток
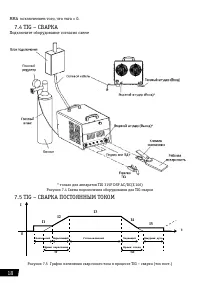
- 18 Подключите оборудование согласно схеме; TIG – СВАРКА ПОСТОЯННЫМ ТОКОМ; td
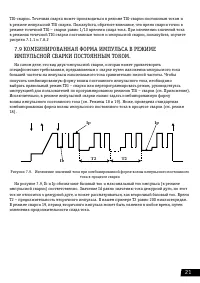
- 20 Ip; ТОЧЕЧНАЯ TIG – СВАРКА
- 23 Нажмите кнопку на сварочной горелке; РЕЖИМЫ TIG – СВАРКИ
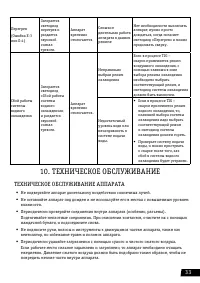
- 29 ДИАГНОСТИКА НЕИСПРАВНОСТЕЙ; ЧАСТО ВОЗНИКАЮЩИЕ НЕИСПРАВНОСТИ; НЕИСПРАВНОСТЬ
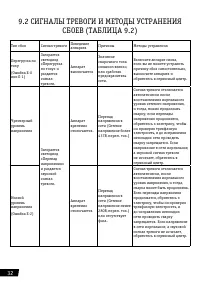
- 32 СИГНАЛЫ ТРЕВОГИ И МЕТОДЫ УСТРАНЕНИЯ
- 33 ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ; ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ АППАРАТА; вентилятор, во избежание травм и поломок аппарата.
- 34 заизолируйте это место или замените кабель.; ВЗРЫВ ДЕТАЛЕЙ АППАРАТА МОЖЕТ БЫТЬ ПРИЧИНОЙ ТРАВМ.; взорваться или привести к взрыву других компонентов аппарата.
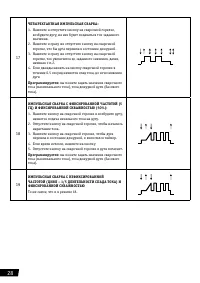
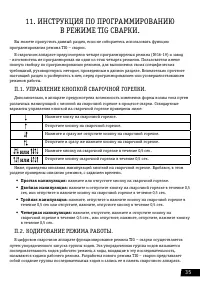
- 35 ИНСТРУКЦИЯ ПО ПРОГРАММИРОВАНИЮ; ИЛИ; Четверная манипуляция:
- 36 Последовательность кодов рабочего режима:; программируемом режиме:; ОСНОВНЫЕ ШАГИ ДЛЯ СОЗДАНИЯ СЕРИИ КОДОВ РАБОЧЕГО РЕЖИМА:; выделите много отдельных шагов.; СОВЕТЫ ПО СОЗДАНИЮ СЕРИИ КОДОВ РАБОЧЕГО РЕЖИМА.
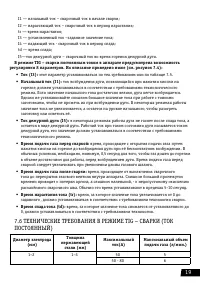
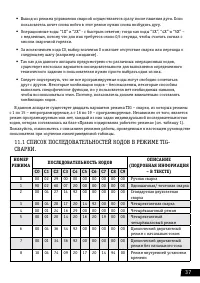
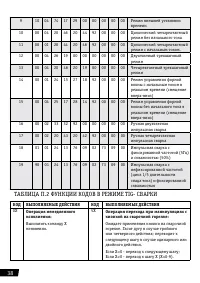
- 37 • Операционные коды “1X” и “2X” - с быстрым ответом тогда как коды “3X”, “4X” и “5X” –; НОМЕР; Ручная сварка
- 38 ТАБЛИЦА П.2 ФУНКЦИИ КОДОВ В РЕЖИМЕ TIG- СВАРКИ; КОД
- 40 нажатия клавиши выбора параметров, отображаемых на дисплее.
Характеристики

Остались вопросы?Не нашли свой ответ в руководстве или возникли другие проблемы? Задайте свой вопрос в форме ниже с подробным описанием вашей ситуации, чтобы другие люди и специалисты смогли дать на него ответ. Если вы знаете как решить проблему другого человека, пожалуйста, подскажите ему :)





