Сварочное оборудование Ресанта САИПА-350 (MIG/MAG) - инструкция пользователя по применению, эксплуатации и установке на русском языке. Мы надеемся, она поможет вам решить возникшие у вас вопросы при эксплуатации техники.
Если остались вопросы, задайте их в комментариях после инструкции.
"Загружаем инструкцию", означает, что нужно подождать пока файл загрузится и можно будет его читать онлайн. Некоторые инструкции очень большие и время их появления зависит от вашей скорости интернета.


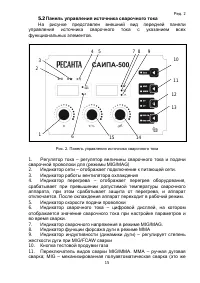
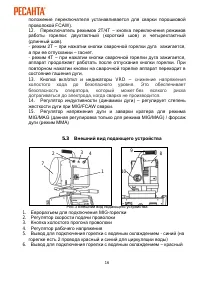

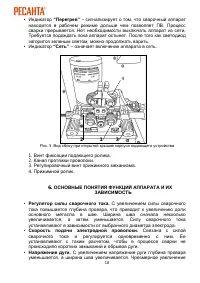








Ред. 2
19
напряжения дуги сопровождается повышенным разбрызгиванием
жидкого металла, ухудшением газовой защиты и образованием пор в
наплавленном металле. Напряжение дуги устанавливается в
зависимости от выбранной силы сварочного тока.
•
Вылет электрода.
С увеличением вылета электрода ухудшается
устойчивость горения дуги и формирование шва, а также
увеличивается разбрызгивание жидкого металла. Очень малый вылет
затрудняет наблюдение за процессом сварки, вызывает частое
подгорание газового сопла горелки. Величину вылета электрода, а
также расстояние от сопла горелки до поверхности металла
устанавливают в зависимости от выбранного диаметра электродной
проволоки.
•
Расход защитного газа
определяют, в основном, в зависимости от
выбранного диаметра электродной проволоки. На него также
оказывают влияние скорость сварки, конфигурация изделия и наличие
движения воздуха, т.е. сквозняков в цехе, ветра и др. Для улучшения
газовой защиты в этих случаях приходится увеличивать расход
защитного газа, уменьшать скорость сварки, приближать сопло к
поверхности металла или пользоваться защитными щитами.
•
Наклон электрода вдоль шва
оказывает большое влияние на
глубину провара и качество шва.
При сварке углом вперед труднее вести наблюдение за
формированием шва, но лучше видны свариваемые кромки, и легче
направлять электрод точно по зазору между ними. Ширина шва при
этом возрастает, а глубина провара уменьшается. Сварку углом
вперед рекомендуется применять при небольших толщинах металла,
когда существует опасность сквозных прожогов.
При сварке углом назад улучшается видимость зоны сварки,
повышается глубина провара и наплавленный металл получается
более плотным.
Род тока и полярность.
Сварку в защитном газе выполняют
постоянным током обратной полярности. При этом на сварочную
горелку подается «+», а на деталь «-». Сварку полуавтоматическим
сварочным аппаратом без подачи газа выполняют постоянным током
прямой полярности.
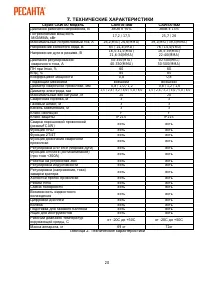
Характеристики

Остались вопросы?Не нашли свой ответ в руководстве или возникли другие проблемы? Задайте свой вопрос в форме ниже с подробным описанием вашей ситуации, чтобы другие люди и специалисты смогли дать на него ответ. Если вы знаете как решить проблему другого человека, пожалуйста, подскажите ему :)












