Сварочное оборудование Ресанта САИПА-350 (MIG/MAG) - инструкция пользователя по применению, эксплуатации и установке на русском языке. Мы надеемся, она поможет вам решить возникшие у вас вопросы при эксплуатации техники.
Если остались вопросы, задайте их в комментариях после инструкции.
"Загружаем инструкцию", означает, что нужно подождать пока файл загрузится и можно будет его читать онлайн. Некоторые инструкции очень большие и время их появления зависит от вашей скорости интернета.











12
При использовании редукторов и другого дополнительного
оборудования соблюдайте требования к их установке и правила
эксплуатации.
ОПАСНОСТЬ МЕХАНИЧЕСКИХ ПОВРЕЖДЕНИЙ
Движущиеся части оборудования могут быть опасны. Перед
началом эксплуатации убедитесь, что все подвижные части
оборудования находятся на своем месте и правильно закреплены.
Дверцы, панели, крышки и другие защитные приспособления должны
быть надежно закрыты.
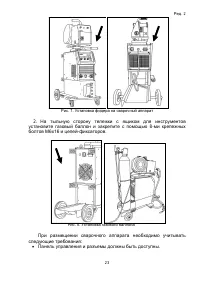
Устанавливайте
тележку
с
оборудованием
на
ровную
горизонтальную поверхность.
Позаботьтесь об устойчивости источника сварочного тока и
газового баллона, не допускайте их падения.
При транспортировке оборудования в пределах рабочей зоны
учитывайте габариты аппаратов и их вес, убедитесь, что препятствия
не мешают перемещению оборудования.
3.
ОСНОВНЫЕ ПОНЯТИЯ И ОПРЕДЕЛЕНИЯ
• Режим
MIG
– полуавтоматическая сварка в среде инертных газов
• Режим
MAG
– полуавтоматическая сварка в среде активных газов
• Режим
MMA
– ручная дуговая сварка электродом на постоянном токе
• Режим
FCAW
– полуавтоматическая дуговая сварка порошковой
проволокой, рекомендуется подключение: прямая полярность, газ не
требуется.
•
Прямая полярность
– электрододержатель (горелка) подсоединен к
разъему «-», а заготовка к «+».
•
Обратная полярность
– заготовка подсоединена к разъему «-», а
электрододержатель (горелка) к «+».
• Режим
2Т/4Т
-
двух~ и четырехтактный режимы включения и
выключения сварочного тока. Данная функция позволяет не
держать нажатой кнопку на горелке при сварки продолжительных
швов.
• Функция
VRD
-
снижение напряжения холостого хода до безопасного
уровня. Это обеспечивает безопасность оператора, который
может без всякого риска дотрагиваться до электрода, когда сварка не
производится.
•
Функция
регулировка индуктивности
-
функция регулирования
жесткости дуги. При минимальном значении индуктивности дуга
становится более жесткой, используется для более глубокого
проплавления. При максимальных значениях индуктивности дуга
становится более мягкой, применяется для лицевых швов с
небольшим проплавлением.
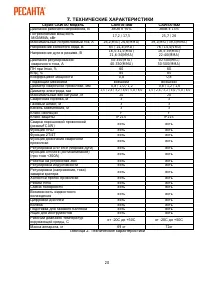
Характеристики

Остались вопросы?Не нашли свой ответ в руководстве или возникли другие проблемы? Задайте свой вопрос в форме ниже с подробным описанием вашей ситуации, чтобы другие люди и специалисты смогли дать на него ответ. Если вы знаете как решить проблему другого человека, пожалуйста, подскажите ему :)












