
Сварочное оборудование Ресанта САИПА-200 ПРОФ - инструкция пользователя по применению, эксплуатации и установке на русском языке. Мы надеемся, она поможет вам решить возникшие у вас вопросы при эксплуатации техники.
Если остались вопросы, задайте их в комментариях после инструкции.
"Загружаем инструкцию", означает, что нужно подождать пока файл загрузится и можно будет его читать онлайн. Некоторые инструкции очень большие и время их появления зависит от вашей скорости интернета.















Ред.
1
.1
15
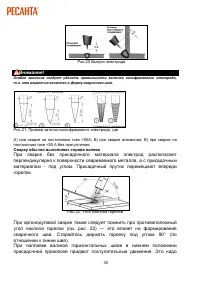
провара уменьшается. Сварку углом вперед рекомендуется применять при
небольших толщинах металла, когда существует опасность сквозных
прожогов.
При сварке углом назад улучшается видимость зоны сварки, повышается
глубина провара и наплавленный металл получается более плотным.
•
Род тока и полярность.
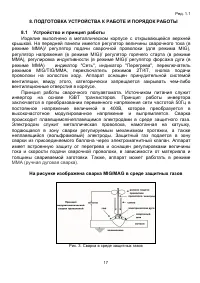
Сварку в защитном газе выполняют постоянным
током обратной полярности. При этом на сварочную горелку подается «+»,
а на деталь «
-
». Сварку полуавтоматическим сварочным аппаратом без
подачи газа выполняют постоянным током прямой полярности.
•
Функция дожигания проволоки
.
Обеспечивает правильное отсоединение
проволоки от сварочного шва, оставляя снаружи отрезок небольшой длины
для начала нового сварочного цикла. Таким образом, исключается
вероятность прилипания присадочной проволоки к сварочной ванне.
Наличие режима облегчает процесс последующего розжига дуги, повышает
стабильность сварочного цикла и улучшает качество сварочного шва.
•
Регулировка индуктивности.
Для
уменьшения
разбрызгивания
электродного металла необходимо сжимающее усилие, возникающее в
проводнике при коротком замыкании, сделать более плавным. Это
достигается введением в источник сварочного тока регулируемой
индуктивности. Максимальная величина сжимающего усилия определяется
уровнем тока короткого замыкания, который зависит от конструкции блока
питания. Величина индуктивности определяет скорость нарастания
сжимающего усилия. При малой индуктивности капля будет быстро и
сильно сжата
-
электрод начинает брызгать. При большой индуктивности
увеличивается время отделения капли, и она плавно переходит в
сварочную ванну. Сварной шов получается более гладким и чистым.
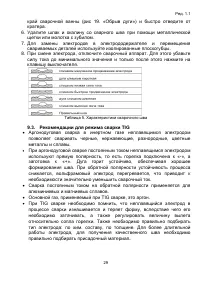
•
Максимальная индуктивность
Минимальная индуктивность
Большая глубина проплавления
Используется только при сварке
открытых участков устойчивой дугой
Более жидкая сварочная ванна
Более выпуклый валик сварного шва
Гладкий сварной шов
Усиленное брызгообразование
Ровный валик сварного шва
Температура дуги выше
Таблица
2
. Влияние индуктивности на характер сварки
Содержание
- 4 СОДЕРЖАНИЕ
- 6 Дополнительные способы сварки:; Spool; ПРАВИЛА БЕЗОПАСНОСТИ; Прочтите перед началом использования устройства
- 8 Проводя; ЗАЩИТА ОРГАНОВ ДЫХАНИЯ
- 11 КОМПЛЕКТНОСТЬ; Сварочный аппарат; ОБЩИЙ ВИД УСТРОЙСТВА
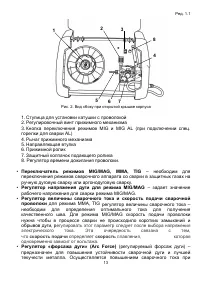
- 13 Рис. 2. Вид сбоку при открытой крышке корпуса; скорость
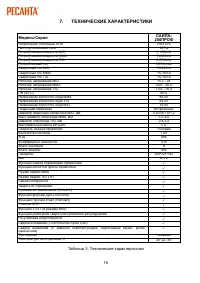
- 16 ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ; Таблица; САИПА
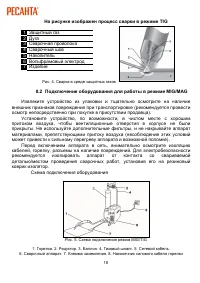
- 17 либо; На рисунке изображена сварка; . Сварка в среде защитных газов
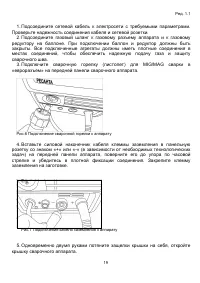
- 18 Подключение оборудования для работы в режиме MIG/MAG
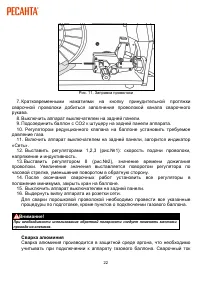
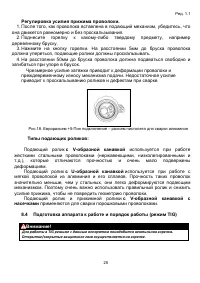
- 20 Подготовка аппарата к работе и порядок работы (режим сварки; Сварка происходит плавящимся электродом в среде защитного газа.; ролик для алюминия с; Винт фиксации подающего ролика
- 21 Вставить вилку аппарата в розетку сети.
- 22 . Заправка проволоки; Сварка
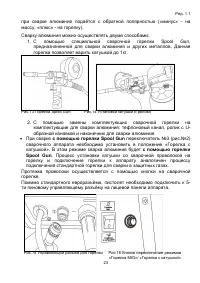
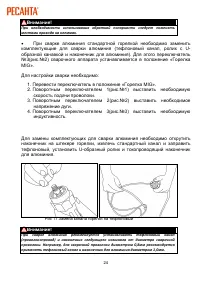
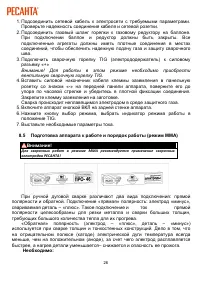
- 23 с помощью горелки
- 26 Подготовка аппарата к работе и порядок работы (режим ММА)
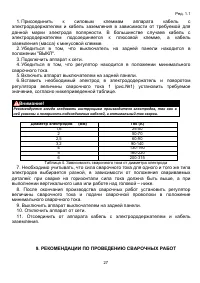
- 27 Диаметр электродов; РЕКОМЕНДАЦИИ ПО ПРОВЕДЕНИЮ СВАРОЧНЫХ РАБОТ
- 28 Рис
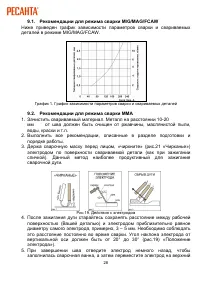
- 29 Рекомендации для режима сварки
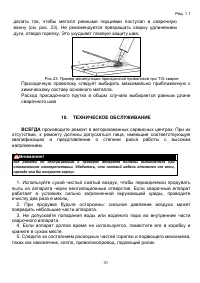
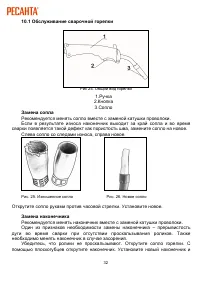
- 30 Сварку обычно выполняют справа налево; . Угол наклона горелки
- 31 . Пример манипуляции присадочной проволокой при TIG сварке; ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ; прежде чем Вы откроете корпус.
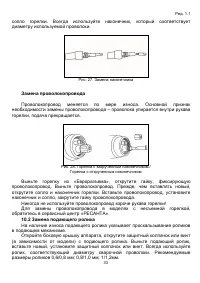
- 32 Обслуживание сварочной горелки; Замена сопла; Рис.; Замена наконечника
- 33 . Замена наконечника; Замена проволокопровода; Горелка с открученным наконечником; Замена подающего ролика
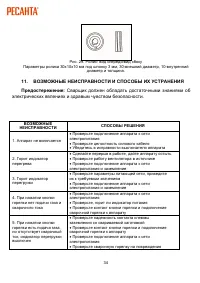
- 34 Сварщик должен обладать достаточными знаниями об; ВОЗМОЖНЫЕ
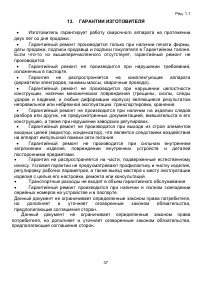
- 37 ГАРАНТИИ ИЗГОТОВИТЕЛЯ
- 38 ДОРОГОЙ; Мы выражаем Вам огромную признательность за Ваш выбор. Мы
- 39 ГАРАНТИЙНЫЙ ТАЛОН; признан годным для эксплуатации.
Характеристики

Остались вопросы?Не нашли свой ответ в руководстве или возникли другие проблемы? Задайте свой вопрос в форме ниже с подробным описанием вашей ситуации, чтобы другие люди и специалисты смогли дать на него ответ. Если вы знаете как решить проблему другого человека, пожалуйста, подскажите ему :)












