
Сварочное оборудование Ресанта САИПА-200 ПРОФ - инструкция пользователя по применению, эксплуатации и установке на русском языке. Мы надеемся, она поможет вам решить возникшие у вас вопросы при эксплуатации техники.
Если остались вопросы, задайте их в комментариях после инструкции.
"Загружаем инструкцию", означает, что нужно подождать пока файл загрузится и можно будет его читать онлайн. Некоторые инструкции очень большие и время их появления зависит от вашей скорости интернета.
















14
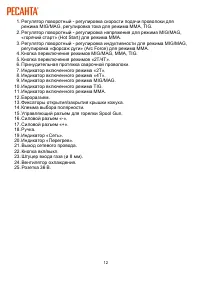
уменьшении длины дуги. Повышает стабильность процесса сварки,
предотвращает залипание электрода.
•
Регулятор
«горячего
старта» (
Hot Start)
-
осуществляет автоматическое
повышение сварочного тока вначале сварки. Это позволяет значительно
облегчить начало сварочного процесса
•
Регулятор индуктивности
–
При минимальном значении индуктивности
дуга становится более жесткой, используется для более глубокого
проплавления. При максимальных значениях индуктивности дуга
становится более мягкой, применяется для лицевых швов с небольшим
проплавлением.
•
Регилятор «дожигания
проволоки»
•
Индикатор
“Перегрев”
–
сигнализирует о перегреве сварочного аппарата
•
Индикатор
“Сеть”
–
означает включение аппарата в сеть
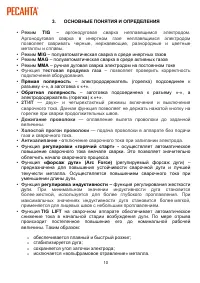
6.
ОСНОВНЫЕ ПОНЯТИЯ ФУНКЦИЙ АППАРАТА И ИХ
ЗАВИСИМОСТЬ
•
Регулятор силы сварочного тока.
С увеличением силы сварочного тока
повышается глубина провара, что приводит к увеличению доли основного
металла в шве. Ширина шва сначала несколько увеличивается, а затем
уменьшается. Силу сварочного тока устанавливают в зависимости от
выбранного диаметра электрода.
•
Скорость подачи электродной проволоки.
Связана с силой сварочного
тока и регулируется одновременно с ним. Ее устанавливают с таким
расчетом, чтобы в процессе сварки не происходило коротких замыканий и
обрывов дуги.
•
Напряжение дуги.
С увеличением напряжение дуги глубина провара
уменьшается, а ширина шва увеличивается. Чрезмерное увеличение
напряжения дуги сопровождается повышенным разбрызгиванием жидкого
металла, ухудшением газовой защиты и образованием пор в наплавленном
металле. Напряжение дуги устанавливается в зависимости от выбранной
силы сварочного тока.
•
Скорость сварки.
С увеличением скорости сварки уменьшается все
геометрические размеры шва. Она устанавливается в зависимости от
толщины свариваемого металла и с учетом обеспечения хорошего
формирования шва. При слишком большой скорости сварки конец
электрода может выйти из зоны защиты и окислиться на воздухе.
Медленная скорость сварки вызывает чрезмерное увеличение сварочной
ванны и повышает вероятность образования пор в металле шва..
•
Наклон электрода вдоль шва
оказывает большое влияние на глубину
провара и качество шва.
При сварке углом вперед труднее вести наблюдение за формированием
шва, но лучше видны свариваемые кромки, и легче направлять электрод
точно по зазору между ними. Ширина шва при этом возрастает, а глубина
Содержание
- 4 СОДЕРЖАНИЕ
- 6 Дополнительные способы сварки:; Spool; ПРАВИЛА БЕЗОПАСНОСТИ; Прочтите перед началом использования устройства
- 8 Проводя; ЗАЩИТА ОРГАНОВ ДЫХАНИЯ
- 11 КОМПЛЕКТНОСТЬ; Сварочный аппарат; ОБЩИЙ ВИД УСТРОЙСТВА
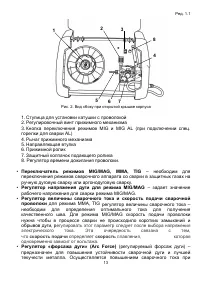
- 13 Рис. 2. Вид сбоку при открытой крышке корпуса; скорость
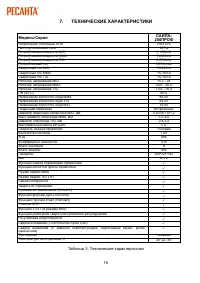
- 16 ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ; Таблица; САИПА
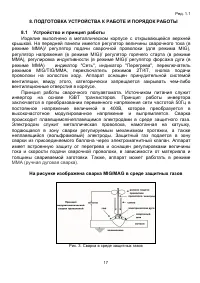
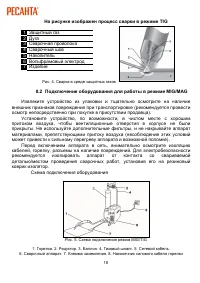
- 17 либо; На рисунке изображена сварка; . Сварка в среде защитных газов
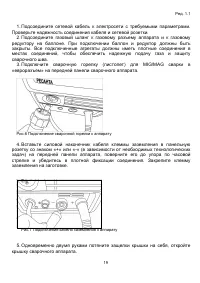
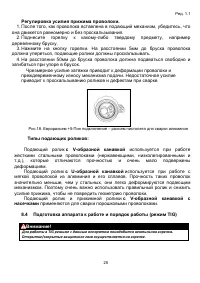
- 18 Подключение оборудования для работы в режиме MIG/MAG
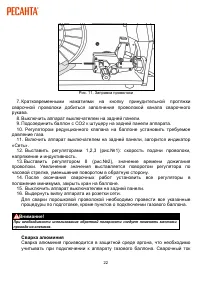
- 20 Подготовка аппарата к работе и порядок работы (режим сварки; Сварка происходит плавящимся электродом в среде защитного газа.; ролик для алюминия с; Винт фиксации подающего ролика
- 21 Вставить вилку аппарата в розетку сети.
- 22 . Заправка проволоки; Сварка
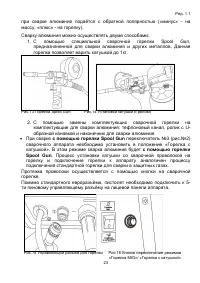
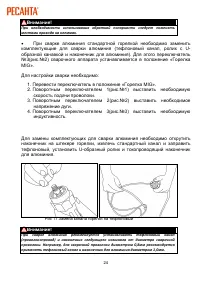
- 23 с помощью горелки
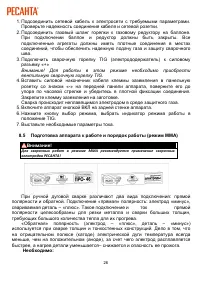
- 26 Подготовка аппарата к работе и порядок работы (режим ММА)
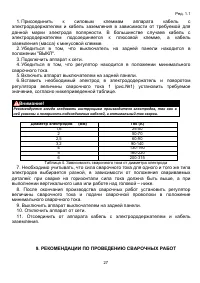
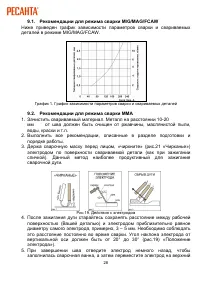
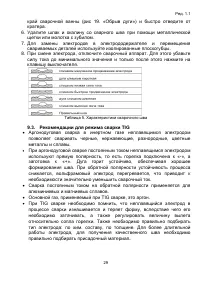
- 27 Диаметр электродов; РЕКОМЕНДАЦИИ ПО ПРОВЕДЕНИЮ СВАРОЧНЫХ РАБОТ
- 28 Рис
- 29 Рекомендации для режима сварки
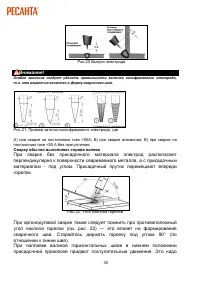
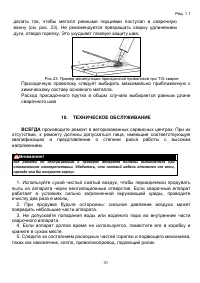
- 30 Сварку обычно выполняют справа налево; . Угол наклона горелки
- 31 . Пример манипуляции присадочной проволокой при TIG сварке; ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ; прежде чем Вы откроете корпус.
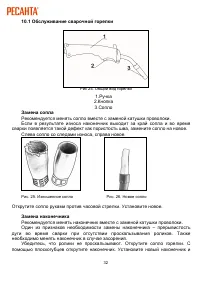
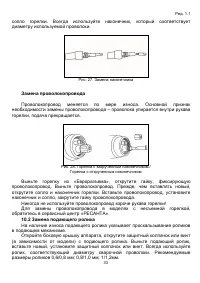
- 32 Обслуживание сварочной горелки; Замена сопла; Рис.; Замена наконечника
- 33 . Замена наконечника; Замена проволокопровода; Горелка с открученным наконечником; Замена подающего ролика
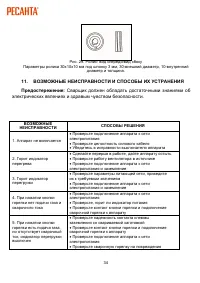
- 34 Сварщик должен обладать достаточными знаниями об; ВОЗМОЖНЫЕ
- 37 ГАРАНТИИ ИЗГОТОВИТЕЛЯ
- 38 ДОРОГОЙ; Мы выражаем Вам огромную признательность за Ваш выбор. Мы
- 39 ГАРАНТИЙНЫЙ ТАЛОН; признан годным для эксплуатации.
Характеристики

Остались вопросы?Не нашли свой ответ в руководстве или возникли другие проблемы? Задайте свой вопрос в форме ниже с подробным описанием вашей ситуации, чтобы другие люди и специалисты смогли дать на него ответ. Если вы знаете как решить проблему другого человека, пожалуйста, подскажите ему :)












