Сварочное оборудование Ресанта САИПА-190 МФ - инструкция пользователя по применению, эксплуатации и установке на русском языке. Мы надеемся, она поможет вам решить возникшие у вас вопросы при эксплуатации техники.
Если остались вопросы, задайте их в комментариях после инструкции.
"Загружаем инструкцию", означает, что нужно подождать пока файл загрузится и можно будет его читать онлайн. Некоторые инструкции очень большие и время их появления зависит от вашей скорости интернета.










14
При сварке углом вперед труднее вести наблюдение за
формированием шва, но лучше видны свариваемые кромки, и легче
направлять электрод точно по зазору между ними. Ширина шва при этом
возрастает, а глубина провара уменьшается. Сварку углом вперед
рекомендуется применять при небольших толщинах металла, когда
существует опасность сквозных прожогов.
При сварке углом назад улучшается видимость зоны сварки,
повышается глубина провара и наплавленный металл получается более
плотным.
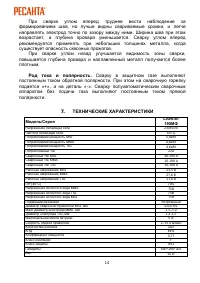
Род тока и полярность.
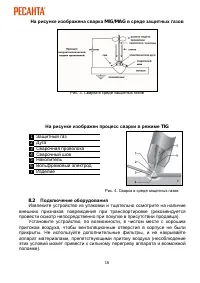
Сварку в защитном газе выполняют
постоянным током обратной полярности. При этом на сварочную горелку
подается «+», а на деталь «-». Сварку полуавтоматическим сварочным
аппаратом без подачи газа выполняют постоянным током прямой
полярности.
7.
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
Модель/Серия
САИПА-
190МФ
Напряжение питающей сети
230±10%
Частота питающей сети
50 Гц
Потребляемая мощность MIG
5,8кВт
Потребляемая мощность ММА
6,8кВт
Потребляемая мощность TIG
4,
6кВт
Потребляемый ток
22А
Сварочный ток MIG
30-
190 А
Сварочный ток MMA
10-
190 А
Сварочный ток TIG
10-
190 А
Рабочее напряжение MIG
23,5 В
Рабочее напряжение ММА
27,6 В
Рабочее напряжение TIG
17,6 В
ПН (40°C)
70%
Напряжение холостого хода MMA
75В
Напряжение холостого хода TIG
75В
Напряжение холостого хода MIG
75В
Подающий механизм
Встроенный
Диаметр сварочной проволоки MIG, мм
0.6/0,8/1
Макс.диаметр электрода MMA, мм
1.5
–5.0
Диаметр электрода TIG, мм
2,4-3,2
Максимальная масса катушки
5 кг
Скорость подачи проволоки
2
–15.0 м/мин
Количество роликов
2шт
КПД
81%
Коэффициент мощности
0,77
Класс изоляции
F
Класс защиты
IP21
Габариты
440*290*205
Вес
10 кг
Содержание
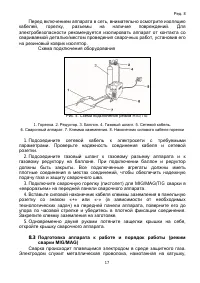
- 4 СОДЕРЖАНИЕ; ПОДГОТОВКА АППАРАТА К РАБОТЕ И ПОРЯДОК РАБОТЫ (РЕЖИМ MIG/MAG)17
- 6 ПРАВИЛА БЕЗОПАСНОСТИ; Прочтите перед началом использования устройства; • Аппарат следует использовать в помещении с относительной
- 8 ПОЖАРО – ВЗРЫВОБЕЗОПАСНОСТЬ; Проводя; ЗАЩИТА ОРГАНОВ ДЫХАНИЯ
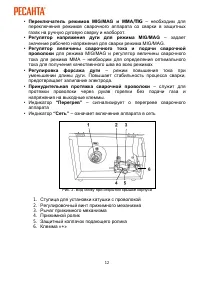
- 12 Рис. 2. Вид сбоку при открытой крышке корпуса
- 14 Род тока и полярность.; Сварку в защитном газе выполняют; ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
- 15 Таблица 4. Технические характеристики; ПОДГОТОВКА УСТРОЙСТВА К РАБОТЕ И ПОРЯДОК РАБОТЫ
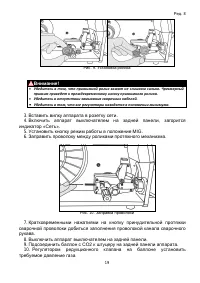
- 18 открытом состоянии
- 19 Убедитесь в отсутствии замыкания сварочных кабелей.
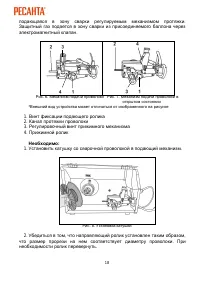
- 20 Регулировка усилия прижима проволоки.
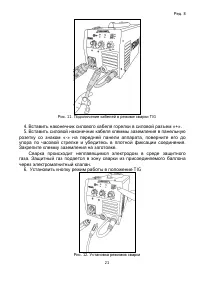
- 21 Рис. 11. Подключение кабелей в режиме сварки TIG; Вставить наконечник силового кабеля горелки в силовой разъем «+».
- 22 Подготовка аппарата к работе и порядок работы (режим ММА)
- 23 Диаметр электродов; Таблица 4. Зависимость сварочного тока от диаметра электрода; РЕКОМЕНДАЦИИ ПО ПРОВЕДЕНИЮ СВАРОЧНЫХ РАБОТ
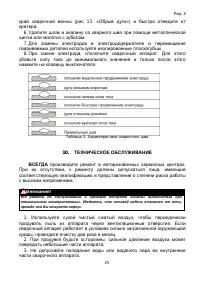
- 24 Рис 13. Действия с электродом
- 25 Таблица 5. Характеристики сварочного шва; ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ
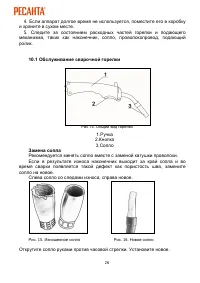
- 26 Обслуживание сварочной горелки; Рис 14. Общий вид горелки; Замена сопла; Слева сопло со следами износа, справа новое.
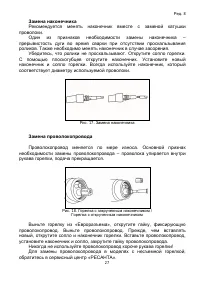
- 27 Замена наконечника; Горелка с открученным наконечником
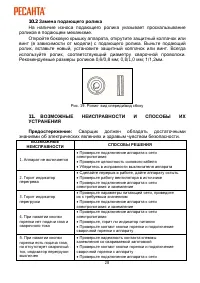
- 28 ВОЗМОЖНЫЕ
- 32 ГАРАНТИЙНЫЙ ТАЛОН; признан годным для эксплуатации.
- 34 Полный актуальный список сервисных центров Вы так же можете













