Сварочное оборудование Ресанта САИПА-190 МФ - инструкция пользователя по применению, эксплуатации и установке на русском языке. Мы надеемся, она поможет вам решить возникшие у вас вопросы при эксплуатации техники.
Если остались вопросы, задайте их в комментариях после инструкции.
"Загружаем инструкцию", означает, что нужно подождать пока файл загрузится и можно будет его читать онлайн. Некоторые инструкции очень большие и время их появления зависит от вашей скорости интернета.











Ред. 8
13
6.
ОСНОВНЫЕ ПОНЯТИЯ ФУНКЦИЙ АППАРАТА И ИХ
ЗАВИСИМОСТЬ
•
Регулятор силы сварочного тока.
С увеличением силы сварочного
тока повышается глубина провара, что приводит к увеличению доли
основного металла в шве. Ширина шва сначала несколько
увеличивается, а затем уменьшается. Силу сварочного тока
устанавливают в зависимости от выбранного диаметра электрода.
•
Скорость подачи электродной проволоки.
Связана с силой
сварочного тока и регулируется одновременно с ним. Ее
устанавливают с таким расчетом, чтобы в процессе сварки не
происходило коротких замыканий и обрывов дуги.
•
Напряжение дуги.
С увеличением напряжение дуги глубина провара
уменьшается, а ширина шва увеличивается. Чрезмерное увеличение
напряжения дуги сопровождается повышенным разбрызгиванием
жидкого металла, ухудшением газовой защиты и образованием пор в
наплавленном металле. Напряжение дуги устанавливается в
зависимости от выбранной силы сварочного тока.
•
Скорость сварки.
С увеличением скорости сварки уменьшается все
геометрические размеры шва. Она устанавливается в зависимости от
толщины свариваемого металла и с учетом обеспечения хорошего
формирования шва. При слишком большой скорости сварки конец
электрода может выйти из зоны защиты и окислиться на воздухе.
Медленная скорость сварки вызывает чрезмерное увеличение
сварочной ванны и повышает вероятность образования пор в металле
шва.
•
Вылет электрода.
С увеличением вылета электрода ухудшается
устойчивость горения дуги и формирование шва, а также
увеличивается разбрызгивание жидкого металла. Очень малый вылет
затрудняет наблюдение за процессом сварки, вызывает частое
подгорание газового сопла горелки. Величину вылета электрода, а
также расстояние от сопла горелки до поверхности металла
устанавливают в зависимости от выбранного диаметра электродной
проволоки.
•
Расход защитного газа
определяют, в основном, в зависимости от
выбранного диаметра электродной проволоки и вольфрамового
электрода. На него также оказывают влияние скорость сварки,
конфигурация изделия и наличие движения воздуха, т.е. сквозняков в
цехе, ветра и др. Для улучшения газовой защиты в этих случаях
приходится увеличивать расход защитного газа, уменьшать скорость
сварки, приближать сопло к поверхности металла или пользоваться
защитными щитами.
•
Наклон электрода вдоль шва
оказывает большое влияние на
глубину провара и качество шва.
Содержание
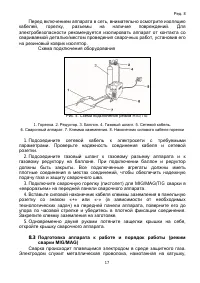
- 4 СОДЕРЖАНИЕ; ПОДГОТОВКА АППАРАТА К РАБОТЕ И ПОРЯДОК РАБОТЫ (РЕЖИМ MIG/MAG)17
- 6 ПРАВИЛА БЕЗОПАСНОСТИ; Прочтите перед началом использования устройства; • Аппарат следует использовать в помещении с относительной
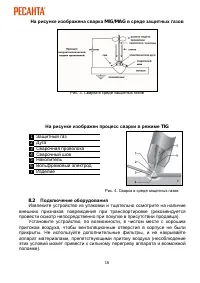
- 8 ПОЖАРО – ВЗРЫВОБЕЗОПАСНОСТЬ; Проводя; ЗАЩИТА ОРГАНОВ ДЫХАНИЯ
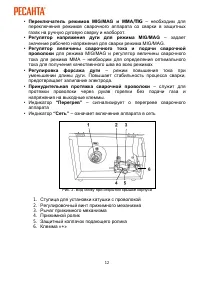
- 12 Рис. 2. Вид сбоку при открытой крышке корпуса
- 14 Род тока и полярность.; Сварку в защитном газе выполняют; ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
- 15 Таблица 4. Технические характеристики; ПОДГОТОВКА УСТРОЙСТВА К РАБОТЕ И ПОРЯДОК РАБОТЫ
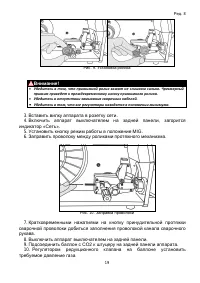
- 18 открытом состоянии
- 19 Убедитесь в отсутствии замыкания сварочных кабелей.
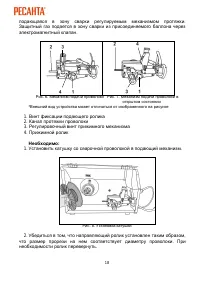
- 20 Регулировка усилия прижима проволоки.
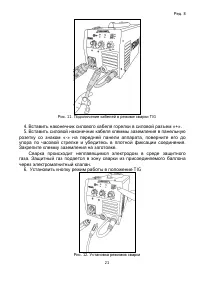
- 21 Рис. 11. Подключение кабелей в режиме сварки TIG; Вставить наконечник силового кабеля горелки в силовой разъем «+».
- 22 Подготовка аппарата к работе и порядок работы (режим ММА)
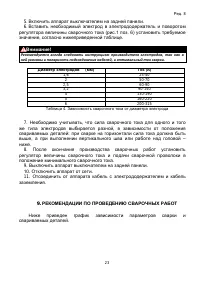
- 23 Диаметр электродов; Таблица 4. Зависимость сварочного тока от диаметра электрода; РЕКОМЕНДАЦИИ ПО ПРОВЕДЕНИЮ СВАРОЧНЫХ РАБОТ
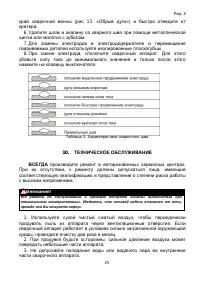
- 24 Рис 13. Действия с электродом
- 25 Таблица 5. Характеристики сварочного шва; ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ
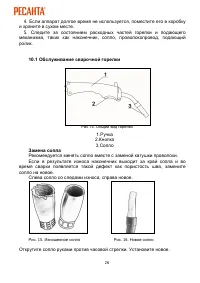
- 26 Обслуживание сварочной горелки; Рис 14. Общий вид горелки; Замена сопла; Слева сопло со следами износа, справа новое.
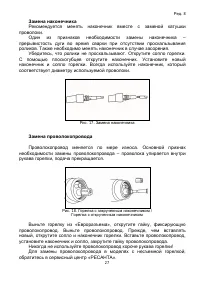
- 27 Замена наконечника; Горелка с открученным наконечником
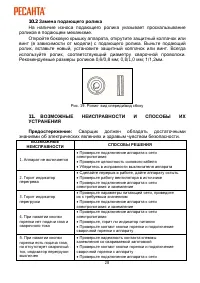
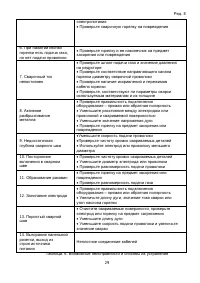
- 28 ВОЗМОЖНЫЕ
- 32 ГАРАНТИЙНЫЙ ТАЛОН; признан годным для эксплуатации.
- 34 Полный актуальный список сервисных центров Вы так же можете













