
Сварочное оборудование Ресанта САИ 315 АД (АС/DC) - инструкция пользователя по применению, эксплуатации и установке на русском языке. Мы надеемся, она поможет вам решить возникшие у вас вопросы при эксплуатации техники.
Если остались вопросы, задайте их в комментариях после инструкции.
"Загружаем инструкцию", означает, что нужно подождать пока файл загрузится и можно будет его читать онлайн. Некоторые инструкции очень большие и время их появления зависит от вашей скорости интернета.











Ред.
2
27
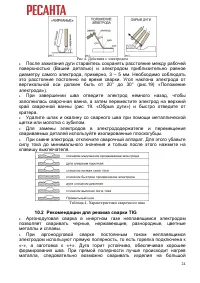
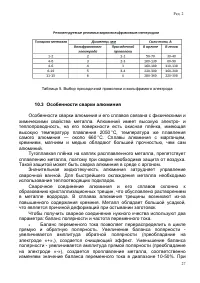
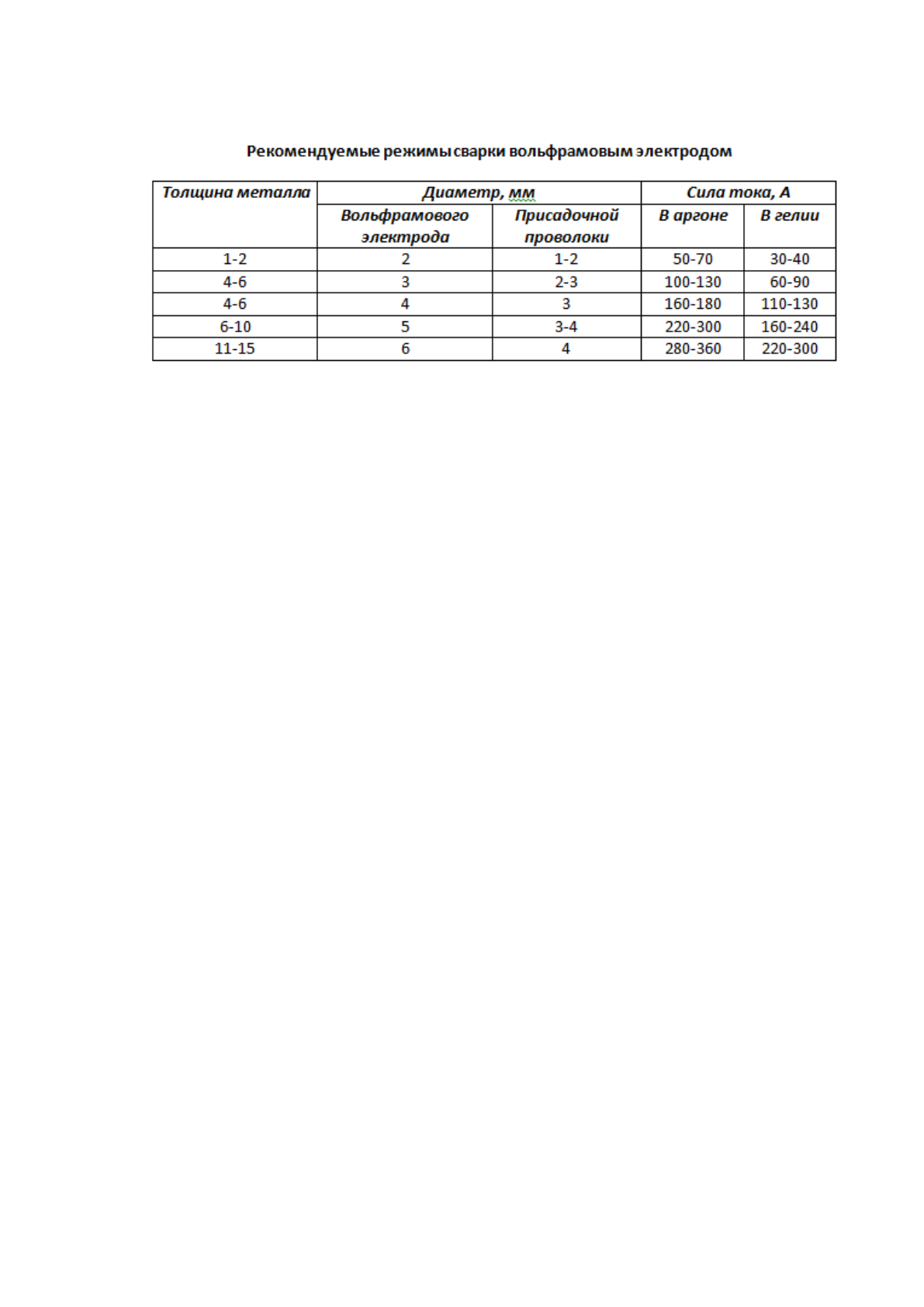
Таблица
5
. Выбор
присадочной проволоки
и вольфрамого электрода
10.3
Особенности сварки алюминия
Особенности сварки
и его сплавов связана с физическими и
химическими свойства металла. Алюминий имеет высокую электро
-
и
теплопроводность, на его поверхности есть окисная плёнка,
имеющая
высокую температуру плавления 2050 °C, температура же плавления
самого алюминия
—
около 660 °C. Сплавы алюминия с марганцем,
кремнием, магнием и медью обладают большей прочностью, чем сам
алюминий.
Тугоплавкая плёнка на каплях расплавленного металла, препятствует
сплавлению металла, поэтому при сварке необходима защита от воздуха.
Такой защитой может быть сварка алюминия в среде
с аргоном.
Значительная жидкотекучесть алюминия затрудняет управление
сварочной ванной. Для быстрейшего охлаждения
металла необходимо
использование теплоотводящих подкладок.
Сварочное соединение алюминия и его сплавов склонно к
образованию кристаллизационных трещин, что обусловлено растворением
в металле водорода. В сплавах алюминия трещины возникают из
-
за
повышенного
содержания кремния. Металл обладает большой усадкой,
что является причиной деформаций при остывании заготовок.
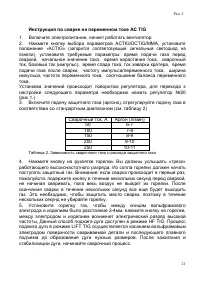
Чтобы получить сварное соединение нужного кчества используют два
параметра:
баланс полярности и частота переменного тока.
•
Баланс
переменного тока позволяет перераспределить
в цикле
прямую и обратную полярность.
Увеличение баланса полярности
-
увеличивается
амплитуда
обратной полярности (преобладание на
электроде «+»,), создается
очищающий эффект.
Уменьшение баланса
полярности
-
увеличивается
амплитуда
прямой полярности
(преобладание
на электроде
«-
»), создается
проплавление металла, соответственно
изменяем значение баланса переменного
тока в диапазоне
10-50%
. При
Содержание
- 4 СОДЕРЖАНИЕ
- 5 ОБЩИЕ СВЕДЕНИЯ; Перед использованием данного устройства обязательно прочтите; Описание
- 6 Прочтите перед началом использования устройства; Условия по эксплуатации; ИНСТРУКЦИИ ПО
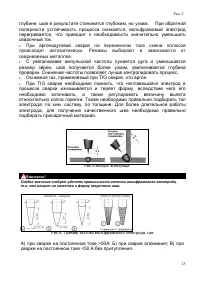
- 7 Проводя сварку изделий с частями из легковоспламеняющихся
- 9 TIG
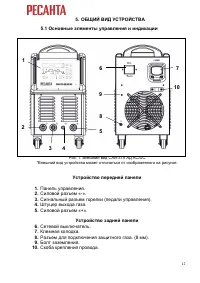
- 12 Внешний вид; Устройство передней; Силовой разъем «; Устройство задней панели; Скоба крепления провода.
- 13 Устройство панели управления; Внешний вид панели управления
- 14 Описание устройства панели управления
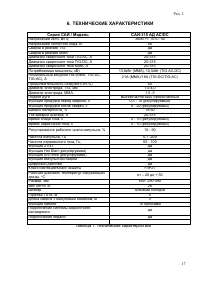
- 17 ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ; Серия; Таблица 1. Технические характеристики
- 18 В целях безопасности сварочные аппараты оборудованы защитой от
- 19 с соблюдением требований ПУЭ, ПТБ и настоящей инструкции.; системы
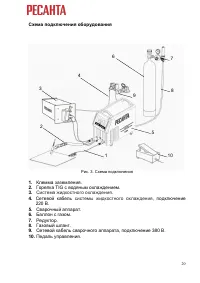
- 20 Схема подключения; Горелка TIG с
- 21 Таблица 2. Зависимость сварочного тока и расхода защитного газа
- 23 Диаметр электродов; Таблица; РЕКОМЕНДАЦИИ ПО ПРОВЕДЕНИЮ СВАРОЧНЫХ РАБОТ
- 24 Рекомендации для
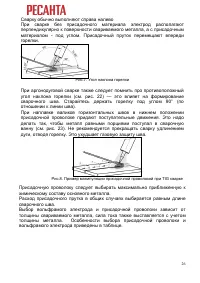
- 25 Выпуск электрода
- 27 Особенности сварки алюминия
- 28 прежде чем Вы откроете корпус.
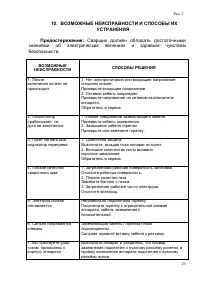
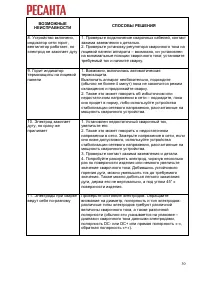
- 29 Сварщик должен обладать достаточными; ВОЗМОЖНЫЕ
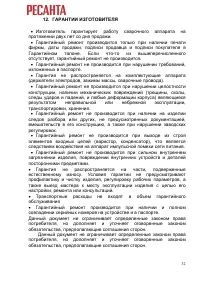
- 32 ГАРАНТИИ ИЗГОТОВИТЕЛЯ
- 34 ГАРАНТИЙНЫЙ ТАЛОН; СВАРОЧНЫЙ АППАРАТ ИНВЕРТОРНЫЙ С; ГАРАНТИЙНЫЙ ТАЛОН ГАРАНТИЙНЫЙ ТАЛОН ГАРАНТИЙНЫЙ ТАЛОН
Характеристики

Остались вопросы?Не нашли свой ответ в руководстве или возникли другие проблемы? Задайте свой вопрос в форме ниже с подробным описанием вашей ситуации, чтобы другие люди и специалисты смогли дать на него ответ. Если вы знаете как решить проблему другого человека, пожалуйста, подскажите ему :)












