
Сварочное оборудование Ресанта САИ 315 АД (АС/DC) - инструкция пользователя по применению, эксплуатации и установке на русском языке. Мы надеемся, она поможет вам решить возникшие у вас вопросы при эксплуатации техники.
Если остались вопросы, задайте их в комментариях после инструкции.
"Загружаем инструкцию", означает, что нужно подождать пока файл загрузится и можно будет его читать онлайн. Некоторые инструкции очень большие и время их появления зависит от вашей скорости интернета.











Ред.
2
25
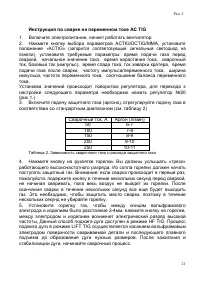
глубине, шов в результате становится глубоким, но узким.
При обратной
полярности устойчивость процесса снижается,
вольфрамовый электрод
перегревается, что
приводит к необходимости значительно уменьшить
сварочный ток.
•
При
аргонодуговой сварке
на переменном токе смена полюсов
происходит
автоматически. Режимы выбирают в зависимости от
свариваемых металлов.
•
С
увеличением импульсной частоты сужается дуга и уменьшается
размер зёрен,
шов получается более узким, увеличивается глубина
проварки. Снижение частоты позволяет лучше контролировать процесс.
•
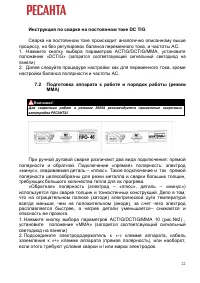
Основной газ, применяемый при TIG сварке, это аргон.
•
При
TIG сварке необходимо помнить, что неплавящийся электрод в
процессе сварки изнашивается
и теряет форму, вследствие чего его
необходимо затачивать, а также регулировать
величину вылета
относительно сопла горелки. Также
необходимо правильно подбирать тип
электрода: по хим. составу, по толщине. Для более длительной
работы
электрода, для
получения качественного шва необходимо правильно
подбирать присадочный материал.
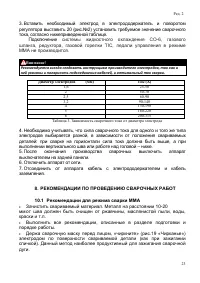
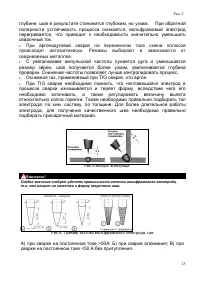
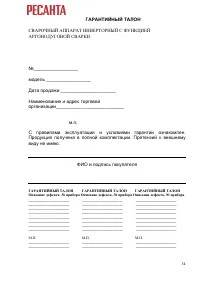
Рис.
5
Выпуск электрода
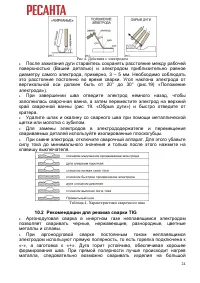
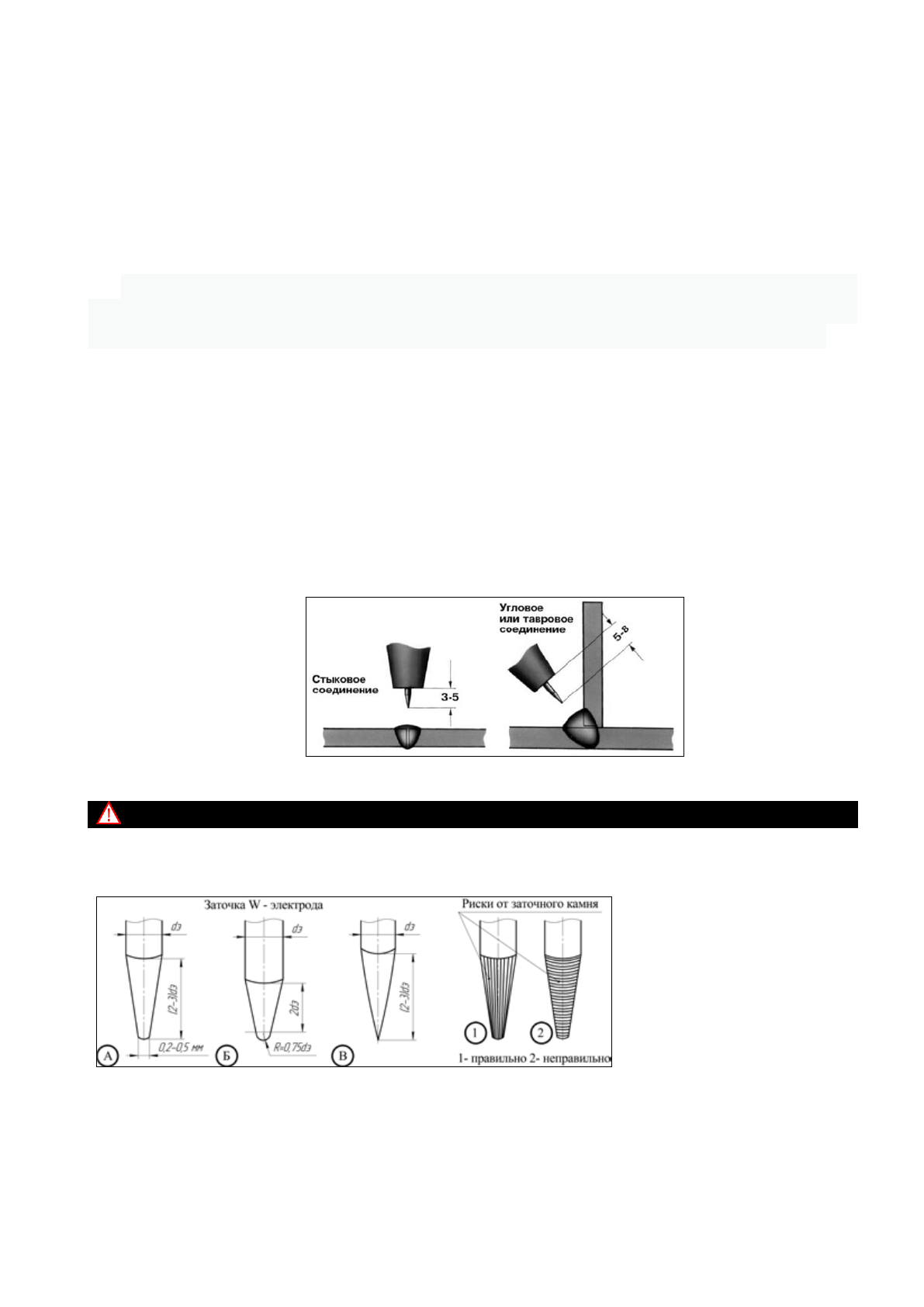
Внимание!
Особое значение следует уделять правильности заточки вольфрамового электрода,
т.к. это влияет на качество и форму сварочного шва.
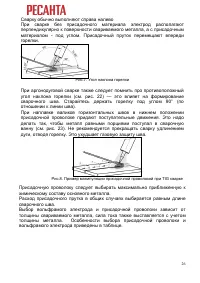
Рис.
6
. Пример
заточки вольфрамового электрода, где
А) при сварке на постоянном
токе >50А; Б) при сварке алюминия; В) при
сварке на постоянном токе <50 А без притупления.
Содержание
- 4 СОДЕРЖАНИЕ
- 5 ОБЩИЕ СВЕДЕНИЯ; Перед использованием данного устройства обязательно прочтите; Описание
- 6 Прочтите перед началом использования устройства; Условия по эксплуатации; ИНСТРУКЦИИ ПО
- 7 Проводя сварку изделий с частями из легковоспламеняющихся
- 9 TIG
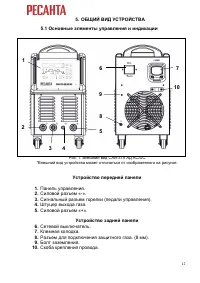
- 12 Внешний вид; Устройство передней; Силовой разъем «; Устройство задней панели; Скоба крепления провода.
- 13 Устройство панели управления; Внешний вид панели управления
- 14 Описание устройства панели управления
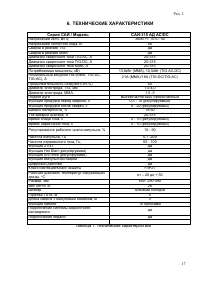
- 17 ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ; Серия; Таблица 1. Технические характеристики
- 18 В целях безопасности сварочные аппараты оборудованы защитой от
- 19 с соблюдением требований ПУЭ, ПТБ и настоящей инструкции.; системы
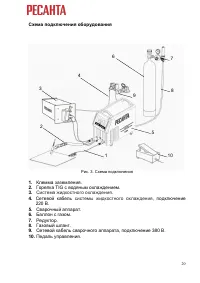
- 20 Схема подключения; Горелка TIG с
- 21 Таблица 2. Зависимость сварочного тока и расхода защитного газа
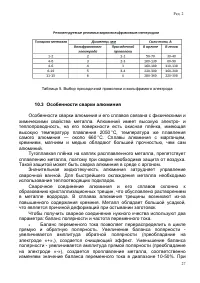
- 23 Диаметр электродов; Таблица; РЕКОМЕНДАЦИИ ПО ПРОВЕДЕНИЮ СВАРОЧНЫХ РАБОТ
- 24 Рекомендации для
- 25 Выпуск электрода
- 27 Особенности сварки алюминия
- 28 прежде чем Вы откроете корпус.
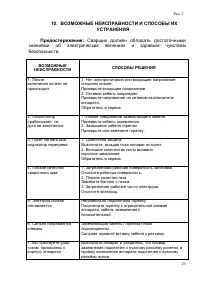
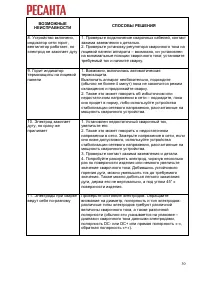
- 29 Сварщик должен обладать достаточными; ВОЗМОЖНЫЕ
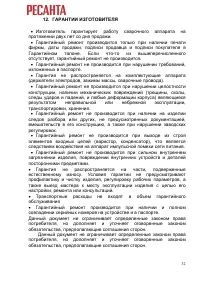
- 32 ГАРАНТИИ ИЗГОТОВИТЕЛЯ
- 34 ГАРАНТИЙНЫЙ ТАЛОН; СВАРОЧНЫЙ АППАРАТ ИНВЕРТОРНЫЙ С; ГАРАНТИЙНЫЙ ТАЛОН ГАРАНТИЙНЫЙ ТАЛОН ГАРАНТИЙНЫЙ ТАЛОН
Характеристики

Остались вопросы?Не нашли свой ответ в руководстве или возникли другие проблемы? Задайте свой вопрос в форме ниже с подробным описанием вашей ситуации, чтобы другие люди и специалисты смогли дать на него ответ. Если вы знаете как решить проблему другого человека, пожалуйста, подскажите ему :)












