
Сварочное оборудование Ресанта САИ 315 АД (АС/DC) - инструкция пользователя по применению, эксплуатации и установке на русском языке. Мы надеемся, она поможет вам решить возникшие у вас вопросы при эксплуатации техники.
Если остались вопросы, задайте их в комментариях после инструкции.
"Загружаем инструкцию", означает, что нужно подождать пока файл загрузится и можно будет его читать онлайн. Некоторые инструкции очень большие и время их появления зависит от вашей скорости интернета.











Ред.
2
21
Инструкция по сварке на переменном
токе
AC TIG
1.
Включите
электропитание,
начнет
работать
вентилятор
2.
Нажмите кнопку выбора параметров ACTIG/DCTIG/MMA,
установите
положение
«ACTIG»
(загорится соответсвующий сигнальный
светодиод на
панели),
установите
требуемые параметры:
время подачи газа перед
сваркой,
начальное значение тока,
время нарастания тока,
сварочный
ток, базовый ток (импульс),
время
спада тока,
ток заварки кратера,
время
подачи газа после сварки,
частоту
импульса/переменного тока,
ширина
импульса,
частота переменного тока,
соотношение баланса
переменного
тока.
Установка значений происходит поворотом
регулятора, для перехода к
настройке
следующего параметра необходимо
нажать регулятор
№20
(рис.1.)
3.
Включите
подачу
защитного
газа
(аргона),
отрегулируйте
подачу
газа
в
соответствии
со стандартным
диапазоном (см.
таблицу
2
)
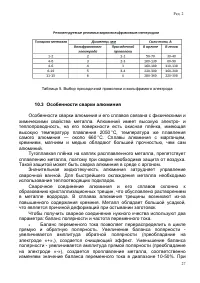
Сварочный ток, А
Аргон (л/мин)
50
6-7
100
7-8
150
8-9
200
9-10
250
10-11
Таблица 2. Зависимость сварочного тока и расхода защитного газа
4.
Нажмите
кнопку
на
рукоятке
горелки.
Вы должны
услышать
«треск»
работающего высокочастотного
разряда.
Из
сопла горелки
должен
начать
поступать
защитный газ. Внимание: если
сварка
происходит
в
первый раз,
пожалуйста,
подержите
кнопку
в течение
нескольких
секунд
перед
сваркой,
не
начиная
сваривать,
пока
весь
воздух
не
выйдет
из
горелки.
После
окончания
сварки
в
течение
нескольких
секунд
все
еще будет
выходить
газ.
Это
необходимо,
чтобы
защитить место
сварки,
поэтому
в
течение
нескольких
секунд
не
убирайте
горелку.
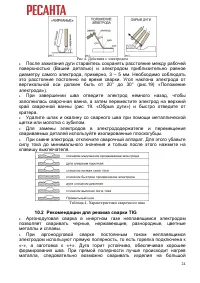
5.
Установите
горелку
так,
чтобы
между
концом
вольфрамового
электрода
и
изделием
было расстояние
2-
4мм,
нажмите
кнопку
на
горелке,
между
электродом
и
изделием
возникнет электрический
разряд
высокой
частоты,
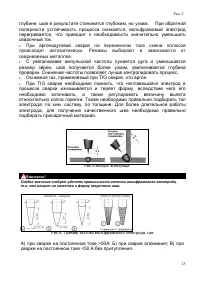
Данный способ поджига дуги доступен
в режиме HF
TIG.
Процесс
поджига дуги в режиме
LIFT
TIG
осуществляется
касанием вольфрамовым
электродом поверхности свариваемой детали и последующего плавного
подъема до образования дуги нужных размеров.
После
зажигания
и
стабилизации
дуги,
начинайте сварочный
процесс.
Содержание
- 4 СОДЕРЖАНИЕ
- 5 ОБЩИЕ СВЕДЕНИЯ; Перед использованием данного устройства обязательно прочтите; Описание
- 6 Прочтите перед началом использования устройства; Условия по эксплуатации; ИНСТРУКЦИИ ПО
- 7 Проводя сварку изделий с частями из легковоспламеняющихся
- 9 TIG
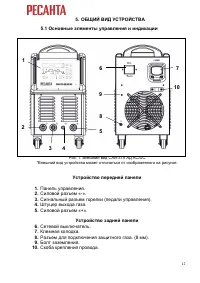
- 12 Внешний вид; Устройство передней; Силовой разъем «; Устройство задней панели; Скоба крепления провода.
- 13 Устройство панели управления; Внешний вид панели управления
- 14 Описание устройства панели управления
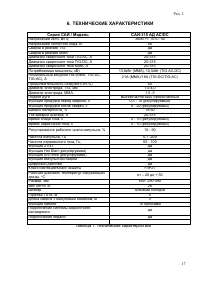
- 17 ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ; Серия; Таблица 1. Технические характеристики
- 18 В целях безопасности сварочные аппараты оборудованы защитой от
- 19 с соблюдением требований ПУЭ, ПТБ и настоящей инструкции.; системы
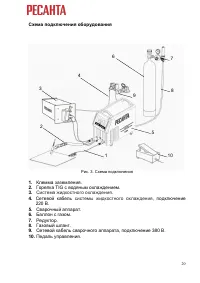
- 20 Схема подключения; Горелка TIG с
- 21 Таблица 2. Зависимость сварочного тока и расхода защитного газа
- 23 Диаметр электродов; Таблица; РЕКОМЕНДАЦИИ ПО ПРОВЕДЕНИЮ СВАРОЧНЫХ РАБОТ
- 24 Рекомендации для
- 25 Выпуск электрода
- 27 Особенности сварки алюминия
- 28 прежде чем Вы откроете корпус.
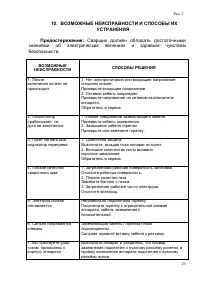
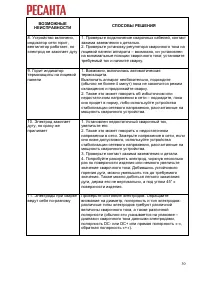
- 29 Сварщик должен обладать достаточными; ВОЗМОЖНЫЕ
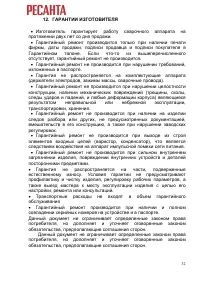
- 32 ГАРАНТИИ ИЗГОТОВИТЕЛЯ
- 34 ГАРАНТИЙНЫЙ ТАЛОН; СВАРОЧНЫЙ АППАРАТ ИНВЕРТОРНЫЙ С; ГАРАНТИЙНЫЙ ТАЛОН ГАРАНТИЙНЫЙ ТАЛОН ГАРАНТИЙНЫЙ ТАЛОН
Характеристики

Остались вопросы?Не нашли свой ответ в руководстве или возникли другие проблемы? Задайте свой вопрос в форме ниже с подробным описанием вашей ситуации, чтобы другие люди и специалисты смогли дать на него ответ. Если вы знаете как решить проблему другого человека, пожалуйста, подскажите ему :)












