
Сварочное оборудование Ресанта САИ 315 АД (АС/DC) - инструкция пользователя по применению, эксплуатации и установке на русском языке. Мы надеемся, она поможет вам решить возникшие у вас вопросы при эксплуатации техники.
Если остались вопросы, задайте их в комментариях после инструкции.
"Загружаем инструкцию", означает, что нужно подождать пока файл загрузится и можно будет его читать онлайн. Некоторые инструкции очень большие и время их появления зависит от вашей скорости интернета.











26
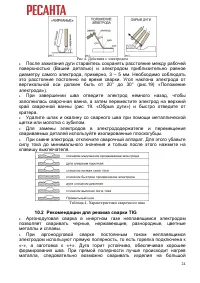
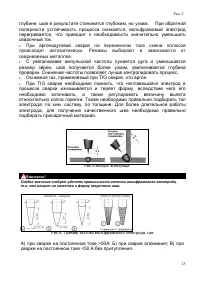
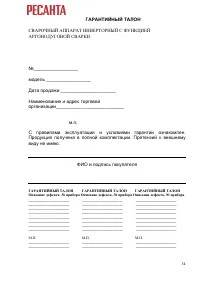
Сварку обычно выполняют справа налево
При сварке без присадочного материала электрод располагают
перпендикулярно к поверхности свариваемого металла, а
с
присадочным
материалом
-
под углом.
Присадочный пруток перемещают впереди
горелки.
Рис.
7
. Угол наклона горелки
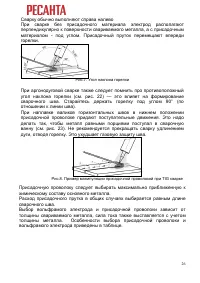
При аргонодуговой сварке
также следует помнить
про противоположный
угол наклона горелки
(см. рис.
22
)
—
это
влияет на формирование
сварочного шва.
Старайтесь держать горелку под
углом 90°
(по
отношении к линии шва).
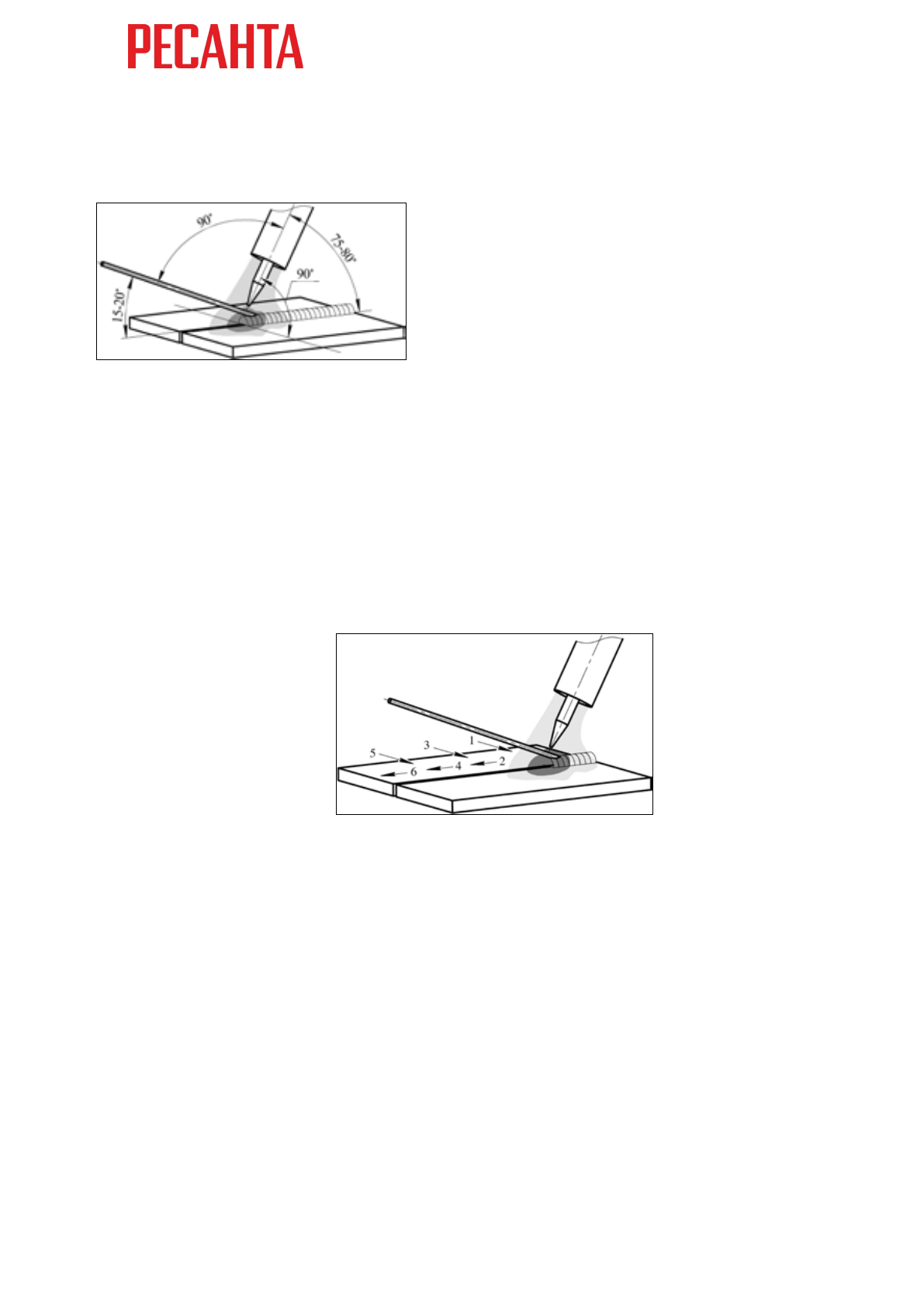
При наплавке валиков горизонтальных швов в нижнем положении
присадочной
проволоке придают поступательные движения. Это надо
делать так, чтобы металл равными порциями поступал в сварочную
ванну
(см. рис.
23
). Не рекомендуется прекращать сварку удлинением
дуги, отводя горелку. Это ухудшает газовую защиту
шва.
Рис.
8
. Пример
манипуляции присадочной проволокой при
TIG
сварке
Присадочную проволоку следует выбирать максимально приближенную к
химическому составу основного металла.
Расход присадочного прутка в общих случаях выбирается равным длине
сварочного шва.
Выбор вольфрамого электрода и присадочной проволоки зависит от
толщины свариваемого металла,
сила тока также
выставляется
с учетом
толщины металла.
Особенности выбора присадочной проволоки и
вольфрамого электрода
приведены в таблице.
Содержание
- 4 СОДЕРЖАНИЕ
- 5 ОБЩИЕ СВЕДЕНИЯ; Перед использованием данного устройства обязательно прочтите; Описание
- 6 Прочтите перед началом использования устройства; Условия по эксплуатации; ИНСТРУКЦИИ ПО
- 7 Проводя сварку изделий с частями из легковоспламеняющихся
- 9 TIG
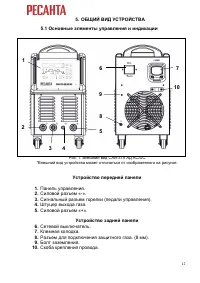
- 12 Внешний вид; Устройство передней; Силовой разъем «; Устройство задней панели; Скоба крепления провода.
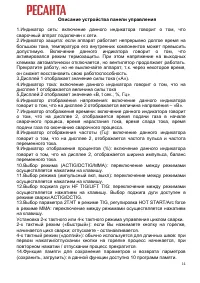
- 13 Устройство панели управления; Внешний вид панели управления
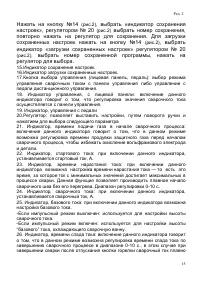
- 14 Описание устройства панели управления
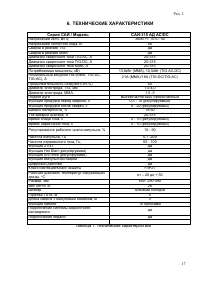
- 17 ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ; Серия; Таблица 1. Технические характеристики
- 18 В целях безопасности сварочные аппараты оборудованы защитой от
- 19 с соблюдением требований ПУЭ, ПТБ и настоящей инструкции.; системы
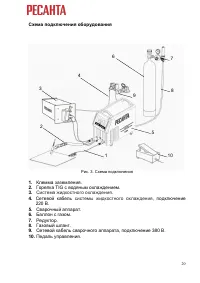
- 20 Схема подключения; Горелка TIG с
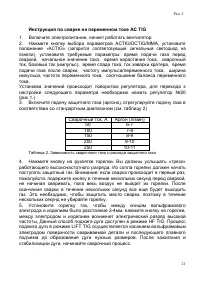
- 21 Таблица 2. Зависимость сварочного тока и расхода защитного газа
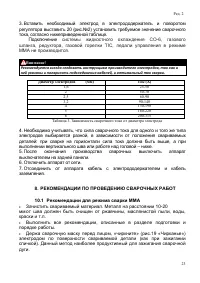
- 23 Диаметр электродов; Таблица; РЕКОМЕНДАЦИИ ПО ПРОВЕДЕНИЮ СВАРОЧНЫХ РАБОТ
- 24 Рекомендации для
- 25 Выпуск электрода
- 27 Особенности сварки алюминия
- 28 прежде чем Вы откроете корпус.
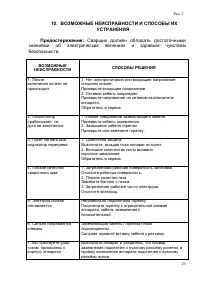
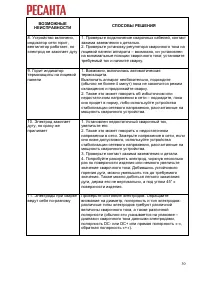
- 29 Сварщик должен обладать достаточными; ВОЗМОЖНЫЕ
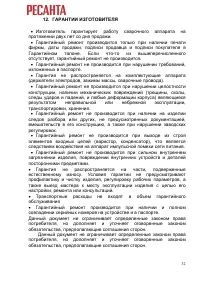
- 32 ГАРАНТИИ ИЗГОТОВИТЕЛЯ
- 34 ГАРАНТИЙНЫЙ ТАЛОН; СВАРОЧНЫЙ АППАРАТ ИНВЕРТОРНЫЙ С; ГАРАНТИЙНЫЙ ТАЛОН ГАРАНТИЙНЫЙ ТАЛОН ГАРАНТИЙНЫЙ ТАЛОН
Характеристики

Остались вопросы?Не нашли свой ответ в руководстве или возникли другие проблемы? Задайте свой вопрос в форме ниже с подробным описанием вашей ситуации, чтобы другие люди и специалисты смогли дать на него ответ. Если вы знаете как решить проблему другого человека, пожалуйста, подскажите ему :)












