Сварочное оборудование Ресанта САИ-250ПН - инструкция пользователя по применению, эксплуатации и установке на русском языке. Мы надеемся, она поможет вам решить возникшие у вас вопросы при эксплуатации техники.
Если остались вопросы, задайте их в комментариях после инструкции.
"Загружаем инструкцию", означает, что нужно подождать пока файл загрузится и можно будет его читать онлайн. Некоторые инструкции очень большие и время их появления зависит от вашей скорости интернета.












20
10.2.
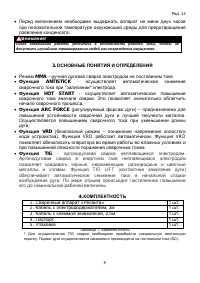
Общие рекомендации для TIG сварки
•
Аргонодуговая сварка в инертном газе неплавящимся электродом
позволяет сваривать черные, нержавеющие, разнородные, цветные
металлы и сплавы.
•
При аргонодуговой сварке постоянным током неплавящимся
электродом используют прямую полярность, то есть горелка
подключена к «-», а заготовка к «+». Дуга горит устойчиво,
обеспечивая хорошее формирования шва. При обратной полярности
устойчивость
процесса
снижается,
вольфрамовый
электрод
перегревается, что приводит к необходимости значительно
уменьшить сварочный ток.
•
Сварка постоянным током на обратной полярности применяется для
алюминиевых и магниевых сплавов.
•
Основной газ, применяемый при TIG сварке, это аргон.
•
При TIG сварке необходимо помнить, что неплавящийся электрод в
процессе сварки изнашивается и теряет форму, вследствие чего его
необходимо затачивать, а также регулировать величину вылета
относительно сопла горелки. Также необходимо правильно
подбирать тип электрода: по хим. составу, по толщине. Для более
длительной работы электрода, для получения качественного шва
необходимо правильно подбирать присадочный материал
.
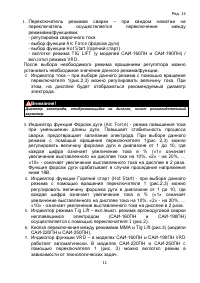
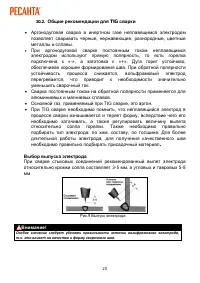
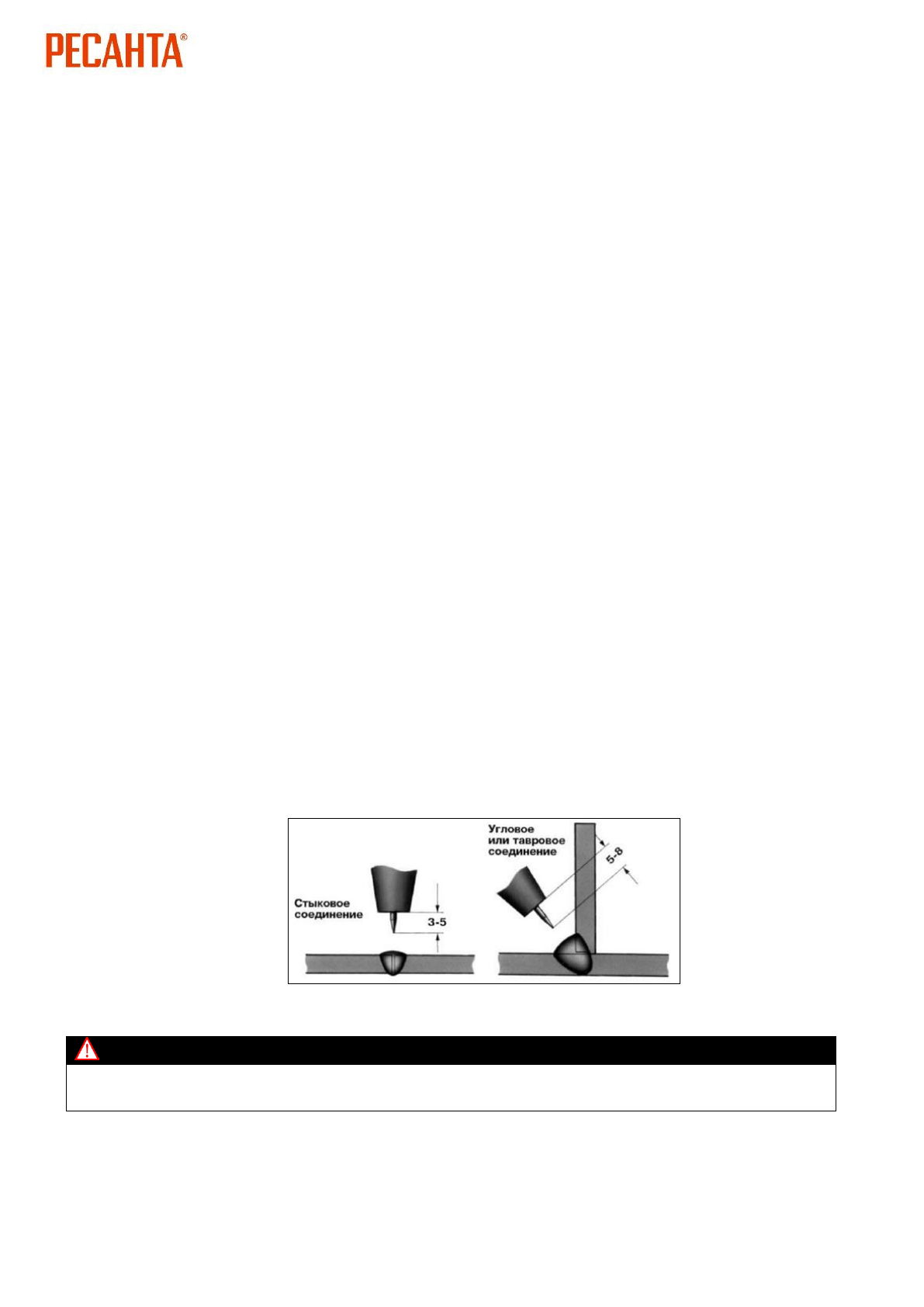
Выбор выпуска электрода
При сварке стыковых соединений рекомендованный вылет электрода
относительно кромки сопла составляет 3-5 мм, а угловых и тавровых 5-8
мм
Рис.9 Выпуск электрода
Внимание!
Особое значение следует уделять правильности заточки вольфрамового электрода,
т.к. это влияет на качество и форму сварочного шва.
Содержание
- 4 СОДЕРЖАНИЕ
- 6 ПРАВИЛА БЕЗОПАСНОСТИ; Прочтите перед началом использования устройства; Условия по эксплуатации
- 7 Во время сварки; ЗАЩИТА ОРГАНОВ ДЫХАНИЯ
- 9 аргонодуговая сварка неплавящимся электродом.; Таблица 1. Комплектность
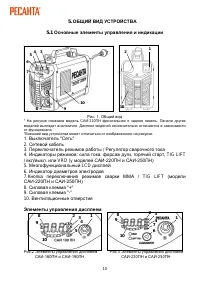
- 12 Индикатор «Сеть» отображает подключение к сети.; ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ; Таблица 2. Технические характеристики; ОСНОВНЫЕ ПОНЯТИЯ ФУНКЦИЙ АППАРАТА И ИХ ЗАВИСИМОСТЬ; С увеличением силы сварочного тока
- 14 Функция; VRD; снижает напряжение холостого хода до безопасного
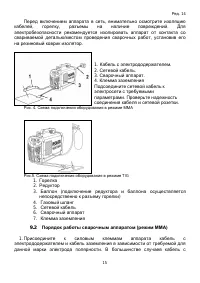
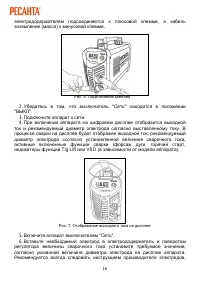
- 15 Рис.5. Схема подключения оборудования в режиме TIG
- 16 Рис. 7. Отображение выходного тока на дисплее
- 18 Перед началом работы обязательно прочтите нормы безопасности.
- 19 Таблица 4. Виды сварочного шва при различных параметрах
- 20 Общие рекомендации для TIG сварки; процесса; Выбор выпуска электрода; Рис.9 Выпуск электрода
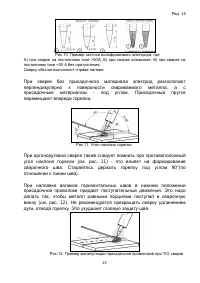
- 21 Рис.12. Пример манипуляции присадочной проволокой при TIG сварке
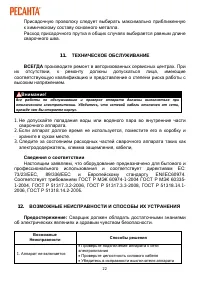
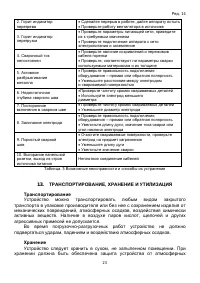
- 22 производите ремонт в авторизованных сервисных центрах. При; Сведения о соответствии; Европейскому; ВОЗМОЖНЫЕ НЕИСПРАВНОСТИ И СПОСОБЫ ИХ УСТРАНЕНИЯ; Сварщик должен обладать достаточными знаниями; Возможные; Аппарат не включается
- 23 Устройство можно транспортировать любым видом закрытого
- 24 ГАРАНТИИ ИЗГОТОВИТЕЛЯ
- 26 ГАРАНТИЙНЫЙ ТАЛОН; признан годным для эксплуатации.
- 28 Полный актуальный список сервисных центров Вы так же можете













