Сварочное оборудование Ресанта САИ-250ПН - инструкция пользователя по применению, эксплуатации и установке на русском языке. Мы надеемся, она поможет вам решить возникшие у вас вопросы при эксплуатации техники.
Если остались вопросы, задайте их в комментариях после инструкции.
"Загружаем инструкцию", означает, что нужно подождать пока файл загрузится и можно будет его читать онлайн. Некоторые инструкции очень большие и время их появления зависит от вашей скорости интернета.












Ред. 14
11
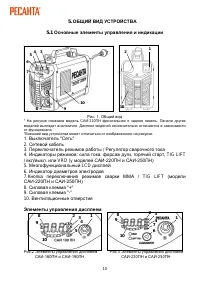
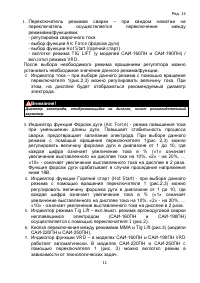
1.
Переключатель режимов сварки – при каждом нажатии на
переключатель
осуществляется
переключение
между
режимами/функциями:
-
регулировка сварочного тока
-
выбор функции Arc Force (форсаж дуги)
-
выбор функции Hot Start (горячий старт)
-
вкл/откл режима TIG LIFT (у моделей САИ-160ПН и САИ-190ПН) /
вкл./откл режима VRD.
После выбора необходимого режима вращением регулятора можно
установить необходимое значение данного режима/функции.
2.
Индикатор тока – при выборе данного режима с помощью вращения
переключателя 1(рис.2,3) можно регулировать величину тока. При
этом, на дисплее будет отображаться рекомендуемый диаметр
электрода.
Внимание!
Диаметр электрода, отображающийся на дисплее, носит рекомендательный
характер.
3.
Индикатор функция Форсаж дуги (Arc Force) - режим повышения тока
при уменьшении длины дуги. Повышает стабильность процесса
сварки, предотвращает залипание электрода. При выборе данного
режима с помощью вращения переключателя 1(рис 2,3) можно
регулировать величину форсажа дуги в диапазоне от 1 до 10, где
каждая цифра означает увеличение тока в % («1» означает
увеличение выставленного на дисплее тока на 10%, «2» - на 20%, …
«10» - означает увеличение выставленного тока на дисплее в 2 раза.
Функция форсаж дуги срабатывает в случае проседания напряжения
ниже 18В.
4.
Индикатор функции Горячий старт (Hot Start) - при выборе данного
режима с помощью вращения переключателя 1 (рис.2,3) можно
регулировать величину форсажа дуги в диапазоне от 1 до 10, где
каждая цифра означает увеличение тока в % («1» означает
увеличение выставленного на дисплее тока на 10%, «2» - на 20%, …
«10» - означает увеличение выставленного тока на дисплее в 2 раза.
5.
Индикатор режима Tig Lift – вкл./выкл. режима аргонодуговой сварки
неплавящимся
электродом
(САИ-160ПН
и
САИ-190ПН)
осуществляется с помощью переключателя 1 (рис 2).
6.
Кнопка переключения между режимами ММА и Tig Lift (рис.3) (модели
САИ-220ПН и САИ-250ПН).
7.
Индикатор функции VRD – в моделях САИ-160ПН и САИ-190ПН VRD
работает автоматически. В моделях САИ-220ПН и САИ-250ПН c
помощью переключателя 1 (рис. 3) можно вкл/откл режим в
зависимости от технологических задач.
Содержание
- 4 СОДЕРЖАНИЕ
- 6 ПРАВИЛА БЕЗОПАСНОСТИ; Прочтите перед началом использования устройства; Условия по эксплуатации
- 7 Во время сварки; ЗАЩИТА ОРГАНОВ ДЫХАНИЯ
- 9 аргонодуговая сварка неплавящимся электродом.; Таблица 1. Комплектность
- 12 Индикатор «Сеть» отображает подключение к сети.; ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ; Таблица 2. Технические характеристики; ОСНОВНЫЕ ПОНЯТИЯ ФУНКЦИЙ АППАРАТА И ИХ ЗАВИСИМОСТЬ; С увеличением силы сварочного тока
- 14 Функция; VRD; снижает напряжение холостого хода до безопасного
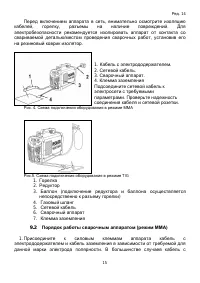
- 15 Рис.5. Схема подключения оборудования в режиме TIG
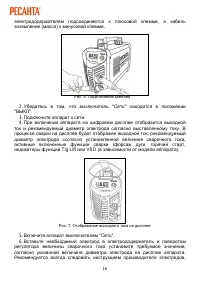
- 16 Рис. 7. Отображение выходного тока на дисплее
- 18 Перед началом работы обязательно прочтите нормы безопасности.
- 19 Таблица 4. Виды сварочного шва при различных параметрах
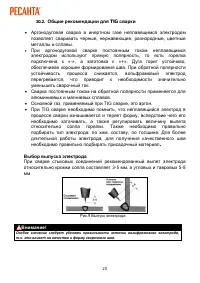
- 20 Общие рекомендации для TIG сварки; процесса; Выбор выпуска электрода; Рис.9 Выпуск электрода
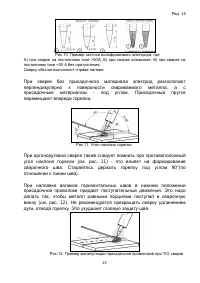
- 21 Рис.12. Пример манипуляции присадочной проволокой при TIG сварке
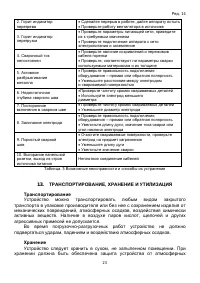
- 22 производите ремонт в авторизованных сервисных центрах. При; Сведения о соответствии; Европейскому; ВОЗМОЖНЫЕ НЕИСПРАВНОСТИ И СПОСОБЫ ИХ УСТРАНЕНИЯ; Сварщик должен обладать достаточными знаниями; Возможные; Аппарат не включается
- 23 Устройство можно транспортировать любым видом закрытого
- 24 ГАРАНТИИ ИЗГОТОВИТЕЛЯ
- 26 ГАРАНТИЙНЫЙ ТАЛОН; признан годным для эксплуатации.
- 28 Полный актуальный список сервисных центров Вы так же можете













