Сварочное оборудование Ресанта САИ-230АД - инструкция пользователя по применению, эксплуатации и установке на русском языке. Мы надеемся, она поможет вам решить возникшие у вас вопросы при эксплуатации техники.
Если остались вопросы, задайте их в комментариях после инструкции.
"Загружаем инструкцию", означает, что нужно подождать пока файл загрузится и можно будет его читать онлайн. Некоторые инструкции очень большие и время их появления зависит от вашей скорости интернета.












Ред. 6.1
5
1.
ОБЩИЕ СВЕДЕНИЯ
Внимание!
Перед использованием данного устройства обязательно прочтите инструкцию.
Представленная документация содержит минимально необходимые
сведения для применения изделия. Компания-производитель вправе
вносить в конструкцию усовершенствования, не изменяющие правила и
условия эксплуатации, без отражения их в эксплуатационной
документации. Дата производства отражена в серийном номере
устройства (с 16-го по 19-ый символ, в формате ггмм).
Руководство является неотъемлемой частью аппарата и должно
сопровождать его при изменении местоположения или перепродаже.
Производитель
не
несет
ответственности
за
последствия
использования или работу аппарата в случае неправильной эксплуатации
или внесения изменений в конструкцию, а также за возможные
последствия по причине незнания или некорректного выполнения условий
эксплуатации, изложенных в руководстве.
Пользователь оборудования всегда отвечает за сохранность и
разборчивость данного руководства.
По всем возникшим вопросам, связанным с эксплуатацией и
обслуживанием оборудования, вы можете получить консультацию в
сервисных центрах вашего региона.
Описание устройства
Сварочный аппарат РЕСАНТА САИ АД (далее САИ АД) –
современный портативный однофазный инверторный сварочный аппарат с
функцией аргонодуговой сварки постоянным током (TIG DC). Данный
аппарат изготовлен по передовой IGBT технологии. Аппарат позволяет
производить:
• Сварку постоянным током неплавящимся электродом в среде защитного
газа углеродистых и нержавеющих сталей (режим TIG). Сварка
осуществляется постоянным током в среде аргона.
Отличительной особенностью рассматриваемого вида сварки
являются два главных компонента: неплавящийся электрод и защитный
газ (аргон).
Защита электрической дуги необходима с целью препятствия
вступления расплавляемого металла в контакт с окружающей средой,
поскольку данное взаимодействие (при окислении азота и кислорода)
приводит к образованию оксидов и нитритов, наличие которых в металле
приводит к дефектам сварного шва. С этой целью и применяются
защитные газы в баллонах, например, аргон.
Содержание
- 4 СОДЕРЖАНИЕ; РЕЖИМ СВАРКИ В ЗАЩИТНОМ ГАЗЕ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ (РЕЖИМ
- 6 ПРАВИЛА БЕЗОПАСНОСТИ; Прочтите перед началом использования устройства; ИНСТРУКЦИИ ПО ЭЛЕКТРОМАГНИТНОЙ СОВМЕСТИМОСТИ
- 8 ЗАЩИТА ОРГАНОВ ДЫХАНИЯ
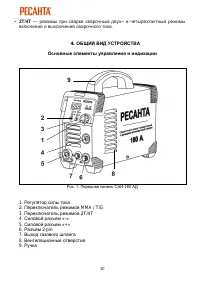
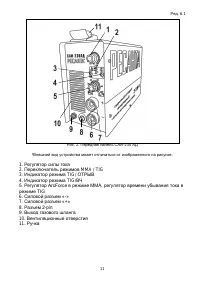
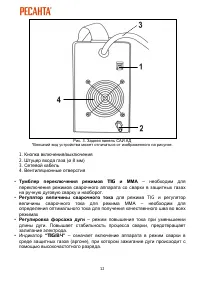
- 10 ОБЩИЙ ВИД УСТРОЙСТВА; Регулятор силы тока
- 13 КОМПЛЕКТНОСТЬ
- 14 Расход защитного газа; определяют, в основном, в зависимости от; Наклон электрода вдоль шва; оказывает большое влияние на глубину; Род тока и полярность.; Сварку в защитном газе выполняют; ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
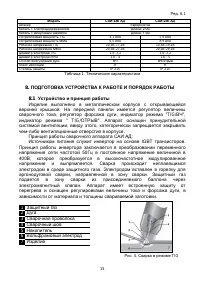
- 15 Таблица 1. Технические характеристики; ПОДГОТОВКА УСТРОЙСТВА К РАБОТЕ И ПОРЯДОК РАБОТЫ
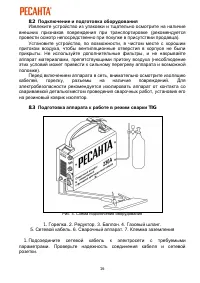
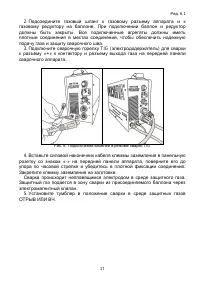
- 17 Подсоедините газовый шланг к газовому разъему аппарата и к; Рис. 6. Подключение кабелей в режиме сварки TIG; Установите тумблер в положение сварки в среде защитных газов
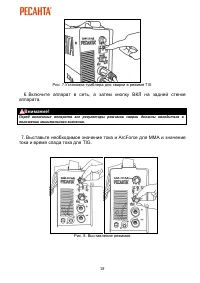
- 18 Рис. 7.Установка тумблера для сварки в режиме TIG; Включите аппарат в сеть, а затем кнопку ВКЛ на задней стенке
- 19 Порядок сборки электрододержателя TIG (газовой горелки); Вкрутить внешнюю часть цангового зажима в горелку
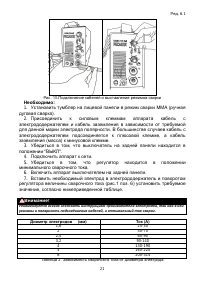
- 20 Подготовка аппарата к работе и порядок работы в режиме ММА; При ручной дуговой сварке различают два вида подключения: прямой
- 21 Рис. 13.Подключение кабелей и выставление режимов сварки; Диаметр электродов; Таблица 2. Зависимость сварочного тока от диаметра электрода
- 23 Перед тем, как дуга зажигается, газ обдувает область сварки в; НАРАСТАНИЕ ТОКА 3 с.; После зажигания дуги, ток постепенно возрастает от величины; ВРЕМЯ ПОСЛЕДУЮЩЕЙ ПОДАЧИ ЗАЩИТНОГО ГАЗА 5 с.; После гашения дуги газ продолжает истекать в течение заданного
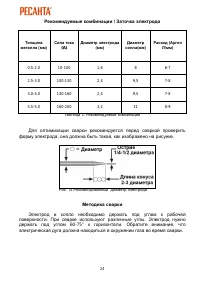
- 24 Рекомендуемые комбинации / Заточка электрода; Толщина; Таблица 3. Рекомендуемые комбинации; форму электрода, она должна быть такой, как изображено на рисунке.; Рис. 14.Рекомендованный диаметр электрода; Методика сварки; Электрод и сопло необходимо держать под углом к рабочей
- 25 Рис. 15.Оптимальное расположение электрода; Режим сварки ММА; Зачистить свариваемый материал. Металл на расстоянии 10-20
- 26 Таблица 4. Характеристики сварочного шва; ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ
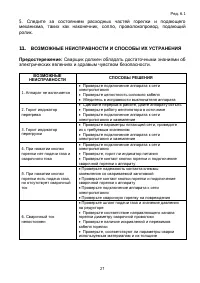
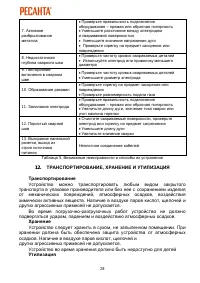
- 27 Следите за состоянием расходных частей горелки и подающего; ВОЗМОЖНЫЕ НЕИСПРАВНОСТИ И СПОСОБЫ ИХ УСТРАНЕНИЯ; Сварщик должен обладать достаточными знаниями об; ВОЗМОЖНЫЕ
- 28 Устройство можно транспортировать любым видом закрытого; Хранение; Устройство следует хранить в сухом, не запыленном помещении. При; Утилизация
- 29 ГАРАНТИИ ИЗГОТОВИТЕЛЯ
- 31 ГАРАНТИЙНЫЙ ТАЛОН; признан годным для эксплуатации.
- 33 Полный актуальный список сервисных центров Вы так же можете













