Сверлильные станки RedVerg RD-4113 - инструкция пользователя по применению, эксплуатации и установке на русском языке. Мы надеемся, она поможет вам решить возникшие у вас вопросы при эксплуатации техники.
Если остались вопросы, задайте их в комментариях после инструкции.
"Загружаем инструкцию", означает, что нужно подождать пока файл загрузится и можно будет его читать онлайн. Некоторые инструкции очень большие и время их появления зависит от вашей скорости интернета.






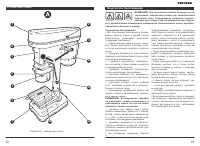

ПОДГОТОВКА К РАБОТЕ
ВНИМАНИЕ! Перед пробным пуском необходимо убедиться
в том, что: на станке установлены защитное ограждение
сверлильного патрона; закрыта крышка приводного узла;
рабочий стол станка надежно закреплен на колонне станка.
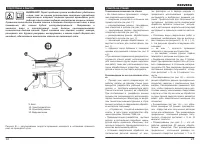
Сравните технические данные станка с данными электрической сети в том
помещении, где станок будет эксплуатироваться. Напряжение и
частота тока в электрической сети должны соответствовать
техническим данным станка. Перед снятием или заменой сверла, зенкера,
развертки или другого режущего инструмента, а также перед сборкой или
наладкой, обязательно отключите станок от питающей сети.
14
15
9
10
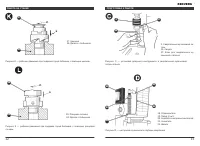
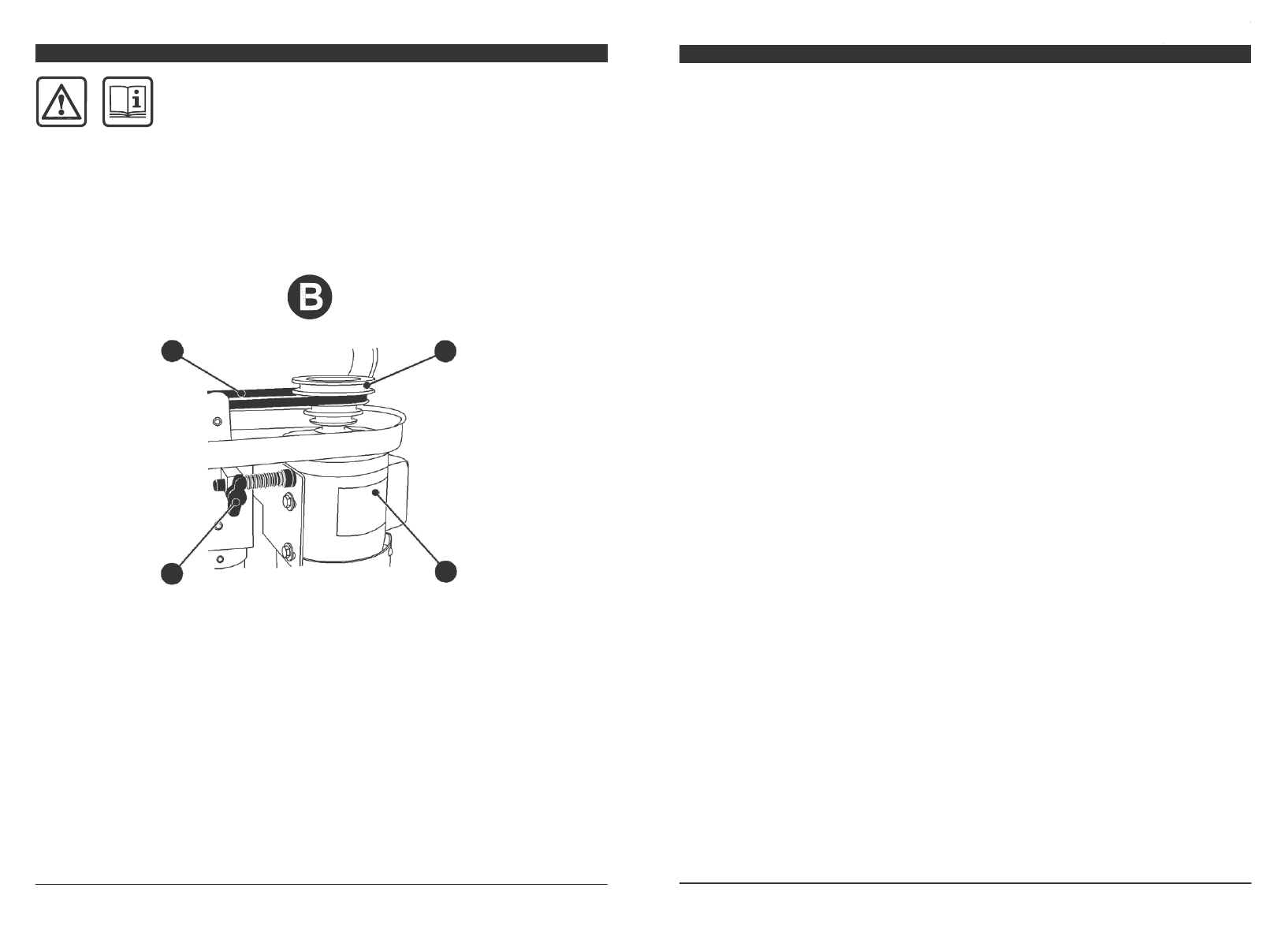
9.
Винт.
10.
Электродвигатель
14.
Клиновой ремень
15.
Ведущий шкив
Рисунок В — регулирование скорости вращения шпинделя и натяжение клинового
рем- ня приводного узла.
РАБОТА НА СТАНКЕ
Технические возможности станка
•
На станке можно производить следую-
щие сверлильные операции:
— сверление отверстий в сплошном ма-
териале детали (см. рис. F);
— рассверливание раннее просверлен-
ных отверстий в детали (см. рис. G);
— зенкерование раннее просверленных
отверстий в детали (см. рис. H);
— развертывание раннее обработанных
отверстий в детали (см. рис. I);
— зенкование раннее обработанных от-
верстий в детали для снятия фаски (см.
рис. J);
— подрезка торца бобышки с помощью
цековки или резцовой головки (см. рис. K
и L).
•
При наличии специального режущего ин-
струмента станок может использоваться
для выполнения других видов сверлиль-
ных работ, таких как: растачивания и при-
тирки обработанных отверстий, вырезки
дисков и колец из листового материала.
Рекомендации по использованию стан-
ка
•
Прежде чем, начать сверлильную об-
работку детали на данном станке реко-
мендуется разработать рабочий чертеж
детали и составить маршрутную карту
(
технологический процесс) ее обработки.
При составлении и разработке данных
документов рекомендуется использовать
научно-техническую литературу по вопро-
сам технологии машиностроения и спра-
вочные пособия по сверлильной обработ-
ке металлов. Например:
— «Справочник технолога-машиностро-
ителя», в двух томах, издательство «Ма-
шиностроение», Москва, 1986 год.
•
Предварительная разработка чертежа
детали и составление подробной марш-
рутной карты позволить станочнику зна-
чительно повысить производительность и
качество выполняемой работы.
•
Успешная сверлильная обработка ме-
таллических деталей зависит от мно-
гих факторов, но в первую очередь от
правильного использования режущего
инструмента и выбранных режимов ре-
зания. Предпосылкой для получения ка-
чественных деталей после сверлильной
обработки является полностью исправ-
ный и заточенный сверлильный режущий
инструмент и правильно зажатая заготов-
ка.
•
Основные виды сверлильных работ и
движения необходимые при их выполне-
нии показаны на рисунках F, G, H, I, J, K,
L.
На рисунках приняты следующие обо-
значения:
— n
= мин
-1
,
с ко рос ть вращения
шпинделя с режущим инструментом;
— s
=
мм/мин, осевая ручная подача
шпинделя с режущим инструментом.
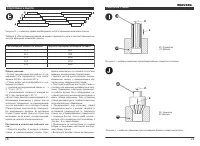
•
Сверление отверстий (см. рис. F) произ-
водят при вращении сверла 16 и его осе-
вого перемещения в сплошном материа-
ле детали 23. При сверлении предельные
отклонения размера полученного отвер-
стия достигают с 11 по 13 квалитет точ-
ности.
•
Рассверливание (см. рис. G) — это вто-
ричная обработка раннее просверленных
отверстий сверлом с увеличенным диа-
метром. Рассверливание применяют для
того, чтобы сохранить межцентровое рас-
стояние между несколькими отверстиями
в детали, в том случае если их обработка
за один проход сверлом одного диаметра
может дать значительное смещение оси
отверстий.
•
Зенкерование (см. рис. H) — это обра-
ботка зенкером 24 раннее просверлен-
ных отверстий или полученных методом
литья или штамповки. При зенкеровании
предельные отклонения размера полу-
ченного отверстия достигают с 9 по 11
квалитет точности.
•
Развертывание (см. рис. I) — это об-
работка разверткой 25 раннее обрабо-
танных отверстий. При развертывании
предельные
отклонения размера по-
лученного отверстия достигают с 7 по 9
14
23
REDVERG
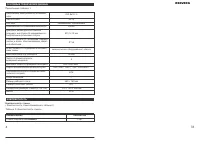
Характеристики

Остались вопросы?Не нашли свой ответ в руководстве или возникли другие проблемы? Задайте свой вопрос в форме ниже с подробным описанием вашей ситуации, чтобы другие люди и специалисты смогли дать на него ответ. Если вы знаете как решить проблему другого человека, пожалуйста, подскажите ему :)












